De formsprutningsprocess is a common manufacturing method of plastic. masterbatch blandning med råvaror: masterbatch blandning med råvaror, masterbatch blandning med råvaror, masterbatch blandning med råvaror (masterbatch blandning med råvaror), masterbatch blandning med råvaror, masterbatch blandning med råvaror, masterbatch blandning med råvaror. I form av formsprutning, masterbatch blandning med råvaror, Olika prestandaparametrar kan leda till helt olika formningsresultat, masterbatch blandning med råvaror, masterbatch blandning med råvaror. Följande är kroknätet för att introducera grunden för formdesign vid formsprutning.
- Följande är kroknätet för att introducera grunden för formdesign vid formsprutning. Formsprutningsprocess:
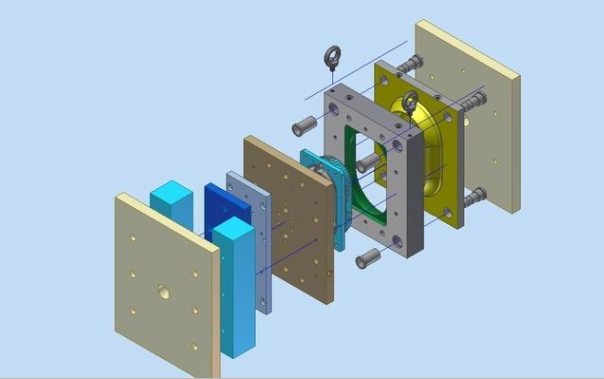
- Följande är kroknätet för att introducera grunden för formdesign vid formsprutning
Följande är kroknätet för att introducera grunden för formdesign vid formsprutning, and then the plastic conveyed from the hopper is transported to the front of the screw. The plastic is plasticized even under the effect of high temperature and shear force and gradually aggregated on the front end of the barrel. With the aggregation of the molten plastic, the pressure is getting bigger and bigger. Till sist, the screw is gradually pushed back by the back pressure of the screw and the plastic in the front of the barrel. When the required injection volume is achieved, the screw stops back and rotates, and the preforming stage ends.
- Injection stage
The screw is moved forward under the action of the injection cylinder, and the plastic that is stored in the front of the barrel is pushed forward at a multistage speed and pressure, and the closed mold cavity is injected through the runner and gate.
- Cooling setting stage
Plastic is pressed in the mold cavity to prevent plastic backflow until the plastic is solidified, and the pressure in the mold cavity is gone. The proportion of cooling and setting time is the largest in a production cycle.
- Speciella borr- och gängmaskiner. Injection molding parameters:
- Injektionstryck
The injection pressure is supplied by the hydraulic system of the injection system. The pressure of the hydraulic cylinder is transferred to the plastic solution by the screw of the injection molding machine. The plastic dissolved in the injection machine enters the vertical channel, the main channel and the distributary channel through the injection molding machine, and enters the mold cavity through the gate. This process is the process of accommodation, or it is called the filling process. The existence of pressure is to overcome the resistance in the flow of the dissolved body, or in turn, the resistance in the flow process needs to be offset by the pressure of the injection molding machine to ensure the smooth progress of the filling process.
- Insprutningstid
Injection time refers to the time needed for plastic filled cavity, excluding the auxiliary time such as mold opening and closing. Although the injection time is very short, it has little effect on the forming period, but the adjustment of injection time has a great effect on the gate, channel and cavity pressure control. Reasonable injection time is conducive to the ideal filling of the solution, and it is very important to improve the surface quality of the product and reduce the dimensional tolerance.
- Injektionstemperatur
Insprutningstemperaturen är en viktig faktor som påverkar insprutningstrycket. Insprutningstemperaturen måste kontrolleras inom ett visst intervall. Too low temperature, poor plasticization of the melt, affect the quality of the molding, increase the difficulty of the process; too high temperature, raw materials easy to decompose. In the actual injection molding process, the injection temperature is often higher than the barrel temperature, and the high value is related to the injection rate and material performance, högprecisionsformsprutning av plast 30 degrees centigrade. This is due to the high heat generated when the melt is cut through the injection port.

JasonMould Industrial Company Limited, etablerad i 2010, är en ledande formsprutningstillverkare i Kina. JasonMould specialiserar sig på tillverkning av plastmögel för hushållsapparater, medicinsk utrustning, elektronisk utrustning, säkerhetsutrustning samt övervakningssystem.
Företaget har över 15000 kvadratmeter fabrik. Med plastinjektionsverktygsavdelningar med olika maskiner och expertis, JasonMould erbjuder verktyg från små och precisa mobiltelefondelar till så stora som bildelar. Våra verktyg exporteras främst till U.S.A., Europa, Japan och Storbritannien. JasonMoulds diversifieringsstrategi och full service har vunnit komplimanger från kunder över hela världen.
Vårt uppdrag är att erbjuda våra kunder högkvalitativa formprodukter och tjänster. Vi strävar efter att överträffa våra kunders förväntningar på prissättning, kvalitet och leverans i tid. För att uppnå vårt uppdrag, JasonMould:
- Förbinder sig att ständigt förbättra medarbetarnas kompetens och effektivitet,
- Ger våra anställda en ren och säker arbetsmiljö,
- Uppgraderar maskinteknik och supportutrustning genom ett strikt underhållsprogram, och
- Upprätthåller kundernas verktyg till sin högsta prestanda
För mer om anpassad tillverkare av plastgjutningsprodukter,besök https://www.jasonmolding.com/
Förfrågan Kontakt:
Kontaktperson: James Yuan
Företagsnamn: JasonMould Industrial Company Limited
Adress: LongGang Village,LongXi Town,BoLuo County,HuiZhou City,GuangDong-provinsen, Kina
Telefon: 86-752-6682869
E-post: [email protected]
Hemsida: https://www.jasonmolding.com
