Djmolding هو محترف شركة تصنيع حقن البلاستيك.تصنيع قوالب حقن البلاستيك هي شركة صينية لتصنيع قوالب حقن البلاستيك وشركة تصنيع أحادية المصدر للمكونات البلاستيكية المقولبة.
تحتوي Djmolding على آلة حقن x38 تتراوح من 40 طن إلى 800 طن مجهزة بقدرة يومية للروبوت 1.8 طن قطع بلاستيكية avrg.

تحتوي Djmolding على غرفة طلاء خالية من الغبار 2 الخطوط - طباعة الوسادة, الطباعة الحريرية والرسم بالأشعة فوق البنفسجية.

Djmolding لديها تصنيع NC (x6) تسوق لخدمة النموذج الأولي السريع (بلاستيك ومعدن) وإنتاج مختلف أجزاء الآلات المعدنية.

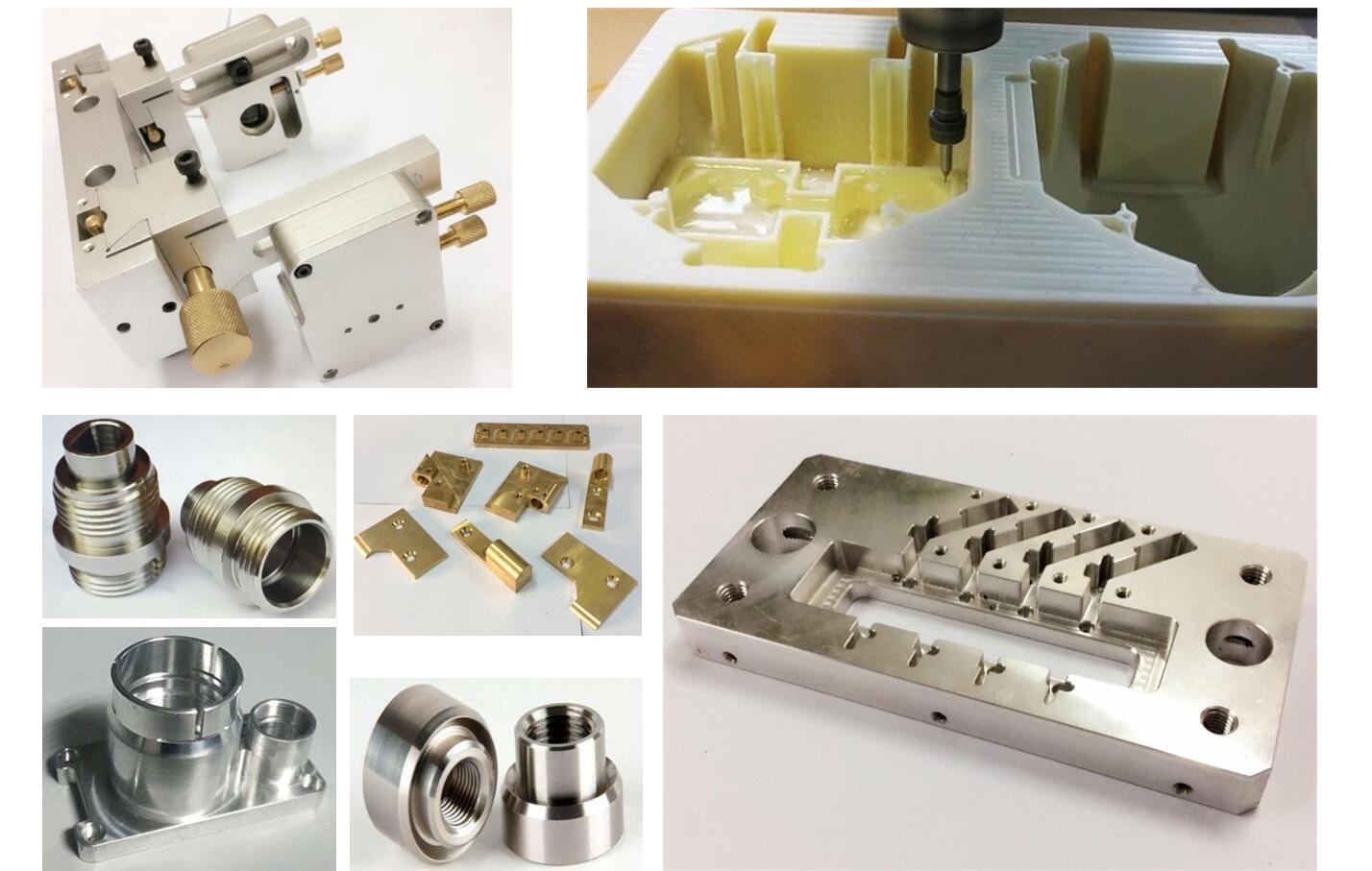
تظهر الأجزاء البلاستيكية للحقن Djmolding,بما فيها
أجزاء بلاستيكية مصبوبة
أجزاء مصبوبة & مطبوعة
أدخل الأجزاء المصبوبة
الأجزاء المعدنية المُشكَّلة بواسطة NC
أجزاء النموذج الآلي


 جميع المنتجات المعروضة يتم إنتاجها بواسطة Djmolding صب حقن البلاستيك.
جميع المنتجات المعروضة يتم إنتاجها بواسطة Djmolding صب حقن البلاستيك.
يعتبر القولبة بالحقن هي عملية التصنيع الأكثر استخدامًا لتصنيع الأجزاء البلاستيكية. يتم تصنيع مجموعة واسعة من المنتجات باستخدام صب الحقن, والتي تختلف بشكل كبير في حجمها, تعقيد, والتطبيق. تتطلب عملية التشكيل بالحقن استخدام آلة التشكيل بالحقن, مادة بلاستيكية خام, والعفن. يتم صهر البلاستيك في آلة التشكيل بالحقن ومن ثم حقنه في القالب, حيث يبرد ويتصلب في الجزء الأخير. يتم وصف خطوات هذه العملية بمزيد من التفصيل في القسم التالي.
يتم استخدام قولبة الحقن لإنتاج أجزاء بلاستيكية رقيقة الجدران لمجموعة واسعة من التطبيقات, واحدة من العلب البلاستيكية الأكثر شيوعا. السكن البلاستيكي عبارة عن حاوية ذات جدران رقيقة, غالبا ما تتطلب الكثير ضلوع و الزعماء على الداخل. وتستخدم هذه المساكن في مجموعة متنوعة من المنتجات بما في ذلك الأجهزة المنزلية, مستهلكى الكترونيات, أدوات كهربائية, وكما لوحات السيارات. تشمل المنتجات الأخرى ذات الجدران الرقيقة الشائعة أنواعًا مختلفة من الحاويات المفتوحة, مثل الدلاء. يتم استخدام قولبة الحقن أيضًا لإنتاج العديد من العناصر اليومية مثل فرشاة الأسنان أو الألعاب البلاستيكية الصغيرة. العديد من الأجهزة الطبية, بما في ذلك الصمامات والمحاقن, يتم تصنيعها باستخدام صب الحقن كذلك.
دورة العملية
العملية دورة لقولبة الحقن قصيرة جدًا, عادة بين 2 ثواني و 2 الدقائق, ويتكون من المراحل الأربع التالية:
- لقط – قبل حقن المادة في القالب, يجب أولاً إغلاق نصفي القالب بشكل آمن بواسطة وحدة التثبيت. يتم ربط كل نصف من القالب بآلة التشكيل بالحقن ويتم السماح للنصف الآخر بالانزلاق. تعمل وحدة التثبيت الهيدروليكية على دفع نصفي القالب معًا وتبذل قوة كافية للحفاظ على القالب مغلقًا بشكل آمن أثناء حقن المادة. يعتمد الوقت اللازم لإغلاق القالب وتثبيته على الماكينة – آلات أكبر (أولئك الذين لديهم أكبر قوى التثبيت) سوف يتطلب المزيد من الوقت. يمكن تقدير هذه المرة من وقت الدورة الجافة من الجهاز.
- حقنة – المادة البلاستيكية الخام, عادة على شكل حبيبات, يتم تغذيتها في آلة صب الحقن, وتقدم نحو القالب بواسطة وحدة الحقن. خلال هذه العملية, يتم ذوبان المادة بالحرارة والضغط. يتم بعد ذلك حقن البلاستيك المنصهر في القالب بسرعة كبيرة ويتراكم الضغط ويحمل المادة. يشار إلى كمية المادة التي يتم حقنها باسم طلقة. من الصعب حساب وقت الحقن بدقة بسبب التدفق المعقد والمتغير للبلاستيك المنصهر في القالب. ومع ذلك, يمكن تقدير وقت الحقن من خلال حجم اللقطة, ضغط الحقن, وقوة الحقن.
- تبريد – يبدأ البلاستيك المنصهر الموجود داخل القالب بالتبريد بمجرد ملامسته لأسطح القالب الداخلية. كما يبرد البلاستيك, وسوف يصلب في شكل الجزء المطلوب. ومع ذلك, أثناء تبريد بعض سنعمل معك عن كثب لتحسين تصميماتك للتصنيع من الممكن أن يحدث الجزء. تسمح تعبئة المواد في مرحلة الحقن بتدفق مواد إضافية إلى القالب وتقليل كمية الانكماش المرئي. لا يمكن فتح القالب إلا بعد انقضاء مدة التبريد المطلوبة. يمكن تقدير وقت التبريد من خلال العديد من الخواص الديناميكية الحرارية للبلاستيك وأقصى سمك للجدار من الجزء.
- طرد – بعد مرور الوقت الكافي, قد يتم إخراج الجزء المبرد من القالب بواسطة نظام الطرد, الذي يعلق على النصف الخلفي من القالب. عندما يتم فتح القالب, يتم استخدام آلية لدفع الجزء خارج القالب. يجب استخدام القوة لإخراج الجزء لأنه أثناء التبريد ينكمش الجزء ويلتصق بالقالب. وذلك لتسهيل إخراج الجزء, يمكن رش عامل تحرير القالب على أسطح تجويف القالب قبل حقن المادة. يمكن تقدير الوقت اللازم لفتح القالب وإخراج الجزء من وقت الدورة الجافة من الآلة ويجب أن يتضمن وقتًا حتى يتحرر الجزء من القالب. بمجرد إخراج الجزء, يمكن تثبيت القالب في المرة التالية طلقة ليتم حقنها.
بعد دورة صب الحقن, بعض المعالجة البعدية مطلوب عادة. أثناء التبريد, سوف تتصلب المواد الموجودة في قنوات القالب المرتبطة بالجزء. هذه المواد الزائدة, جنبا إلى جنب مع أي فلاش لقد حدث ذلك, يجب قطعها من الجزء, عادة باستخدام القواطع. لبعض أنواع المواد, مثل اللدائن الحرارية, يمكن إعادة تدوير المواد الخردة الناتجة عن هذا التشذيب عن طريق وضعها في مطحنة بلاستيكية, وتسمى أيضًا آلات إعادة الطحن أو المحببات, الذي يعيد طحن المواد الخردة إلى كريات. بسبب بعض التدهور في خصائص المواد, يجب خلط إعادة الطحن بالمواد الخام بشكل صحيح نسبة إعادة الطحن لإعادة استخدامها في عملية صب الحقن.