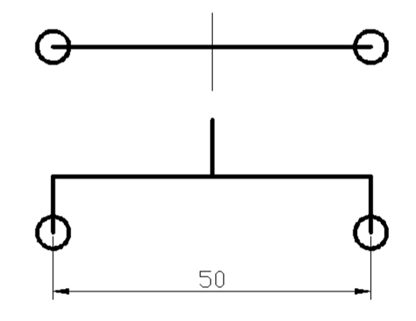
1. حدد عدد التجاويف وترتيبها
عموما , تُفضل الأجزاء البلاستيكية الصغيرة ذات المتطلبات العالية الدقة والأجزاء البلاستيكية المتوسطة والكبيرة لتبني هيكل قالب واحد وتجويف واحد; للأجزاء البلاستيكية الصغيرة بمتطلبات الدقة المنخفضة (لا توجد متطلبات دقة مطابقة ، شكل بسيط وإنتاج ضخم, إذا تم اعتماد القالب متعدد التجويف, يمكن أن توفر ظروف متفوقة فريدة وتحسن بشكل كبير من كفاءة الإنتاج. يمكن تحديد عدد التجاويف وفقًا لحجم النموذج. يتطلب الجزء البلاستيكي دقة أعلى, وهو جزء بلاستيكي عالي الدقة, ومن ثم يعتمد على حجم الجزء البلاستيكي. هيكل يموت مع وضع واحد ونوع اثنين. ترتيب التجويف كما هو موضح في الشكل التالي.
2. تحديد هيكل القالب
1. قالب سطح فراق واحد متعدد التجاويف: يمكن استخدام أجزاء بلاستيكية صغيرة بجودة مظهر منخفضة ودقة أبعاد عامة.
2.قالب سطح متعدد التجاويف ومتعدد الفواصل: يمكن استخدام أجزاء بلاستيكية صغيرة بجودة مظهر عالية ودقة أبعاد عامة في هذا الهيكل. تتطلب الأجزاء البلاستيكية جودة مظهر عالية وهي أجزاء بلاستيكية صغيرة بدقة أبعاد عالية. لذلك, يمكن اعتماد تصميم متعدد التجاويف وسطح فراق واحد. من الأجزاء البلاستيكية, من السهل رؤية موضع سطح فراق القالب, إعداد آلية الاختراق وموضع البوابة. السطح الفاصل هو السطح الفاصل العمودي لسطح الفصل المفرد.
أكثر أشكال البوابة شيوعًا هي كما يلي:
الأول هو البوابة الجانبية. هذا النوع من البوابات مألوف لعمال عملية الحقن وهو أكثر ملاءمة للمعالجة في التصنيع, لكن العيب هو أن تدفق العداء طويل وأن فقدان الحرارة مرتفع, لذلك من السهل إنتاج علامات واضحة للرابط. إذا كان سيتم تحسينه, يجب زيادة حجم ذرب, ولكن بعد ذلك تزداد عودة جزء ذرب. ثانيا, يجب إزالة جزء المدخل من البلاستيك, مما يزيد من ساعات عمل إزالة الحواف ويضر بجمال المنطقة المحيطة. والثاني هو بوابة النقطة. عندما يتم حقن البلاستيك, عند بوابة النقطة, يتم تحويل جزء من الطاقة الحركية إلى طاقة حرارية في تجويف الحقن عالي السرعة, لذا فإن فقد الحرارة للبلاستيك في الالتقاء أقل من فقدان الحرارة للبوابة الجانبية, لذلك يكون الاندماج أفضل في الموعد. علامة اللحام ليست واضحة. عيبه هو أن الجزء الأمامي من الجزء البلاستيكي سيترك علامة على حرق الفم, مما سيؤثر على جمال الجزء البلاستيكي, ويجب تحريك التجويف لإزالة مادة البوابة لبوابة النقطة. بسبب الوزن الثقيل للتجويف, لذلك, انها ليست مريحة للتحرك. والثالث هو دمج مزايا وعيوب شكلي البوابة أعلاه واعتماد بوابة القص. لأن الجدار الجانبي للجزء البلاستيكي بعيد عن البوابة المستعرضة, من الصعب جدًا إدراك تغذية المواد مباشرة على الجدار الجانبي, لذلك تمت إضافة بوابة دعم عملية جديدة. هذا النوع من نموذج البوابة له المزايا الرئيسية التالية: أول, لا يوجد أثر بوابة على سطح الجزء البلاستيكي, ولا توجد علامة لحام واضحة على السطح الخارجي. لذا فإن جودة المظهر أفضل. كيفية التعرف على جودة أجزاء الحقن, يمكن زيادة موضع وكمية البوابة من خلال جودة الأجزاء البلاستيكية. من الملائم تعديل القالب عن طريق تقليل أو تغيير موضع البوابة. ثالث, بينما يتم إخراج الأجزاء البلاستيكية, البوابة مقطوعة ومقطوعة. وفقًا لمبدأ أن التدفق البلاستيكي ثابت بقدر الإمكان, يتم إنشاء بوابتين من القص من أجل قطع الذرب, ويمكن إزالة البوابة المساعدة التكنولوجية باليد.
اتصال:
شخص: جيمس يوان
شركة: شركة JasonMould الصناعية المحدودة
يضيف: قرية لونجانج,مدينة LongXi,مقاطعة BoLuo,مدينة هويتشو,مقاطعة غانج دونج, الصين
هاتف: 86-752-6682869
بريد إلكتروني: [email protected]
