1、усталюйце тэмпературу ў першай зоне на больш нізкае значэнне
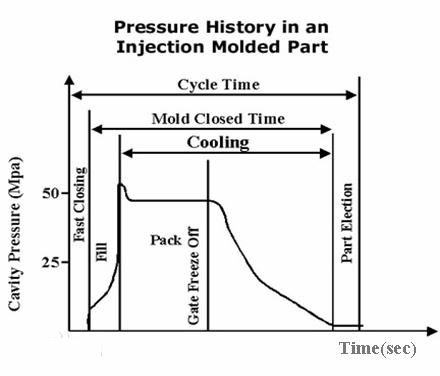
Ціск упырску забяспечваецца гідраўлічнай сістэмай сістэмы ліцця пад ціскам. Ціск гідрацыліндра перадаецца расплаву пластыка праз шнек машыны для ліцця пад ціскам. Расплаў пластыка штурхаецца ціскам, і праз сопла машыны для ліцця пад ціскам, ён паступае ў вертыкальны канал прэс-формы. І праз вароты ў паражніну формы, гэты працэс з'яўляецца працэсам ліцця пад ціскам, або называецца працэсам напаўнення. Існаванне ціску, каб пераадолець супраціў у працэсе патоку расплаву, ці наадварот, супраціў у працэсе патоку неабходна кампенсаваць ціскам машыны для ліцця пад ціскам, каб забяспечыць плыўны ход працэсу напаўнення.
У працэсе ліцця пад ціскам, ціск на сопле машыны для ліцця пад ціскам з'яўляецца самым высокім для пераадолення супраціву патоку ва ўсім расплаве. Затым ціск паступова зніжаецца па даўжыні патоку да фронту пярэдняй хвалі расплаву. Калі выхлап ўнутры паражніны добры, канчатковае ціск на пярэднім канцы расплаву з'яўляецца атмасферным ціскам.
Ёсць шмат фактараў, якія ўплываюць на ціск расплаву. Ёсць тры віды матэрыяльных фактараў, напрыклад, пластыкавы тып, глейкасць і іншыя структурныя фактары, напрыклад тып, колькасць і размяшчэнне наліўной сістэмы, форма паражніны формы і таўшчыня прадукту, і інш.3 тэхналагічнымі элементамі фармоўкі.
2、 Час ін'екцыі
Час упырску тут адносіцца да часу, неабходнага для таго, каб пластыкавы расплав запоўніў паражніну, без уліку часу адкрыцця і закрыцця формы. Хоць час упырску вельмі кароткі і практычна не ўплывае на цыкл фарміравання, рэгуляванне часу ўпырску гуляе вялікую ролю ў кантролі ціску засаўкі, бягун і паражніну. Разумны час упырску дапамагае ідэальнаму запаўненню расплаву, і вельмі важна палепшыць якасць паверхні вырабаў і паменшыць допуск памераў.
Час упырску значна меншы, чым час астуджэння, які пра 1 / 10 / 1 / 15 часу астуджэння, які можа быць выкарыстаны ў якасці асновы для прагназавання ўсяго часу фармавання пластыкавых дэталяў. Пры аналізе патоку цвілі, час упырску ў выніках аналізу роўны часу ўпырску, зададзенаму ў тэхналагічных умовах, толькі калі расплаў цалкам прыводзіцца ў рух кручэннем шнека для запаўнення паражніны. Калі рэле кантролю ціску шрубы адбываецца перад запаўненнем паражніны, вынік аналізу будзе больш, чым усталяванне ўмоў працэсу.
3、тэмпература ўпырску
Тэмпература ўпырску з'яўляецца важным фактарам, які ўплывае на ціск упырску. Ёсць 5 ~ 6 секцыі нагрэву ў цыліндры для ліцця пад ціскам, і кожны матэрыял мае сваю адпаведную тэмпературу апрацоўкі (для дэталяў, звярніцеся да дадзеных, прадстаўленых пастаўшчыком матэрыялу. Тэмпература ўпырску павінна кантралявацца ў пэўным дыяпазоне. Занадта нізкая тэмпература, дрэнная пластыфікацыя расплаву, ўплываюць на якасць фармоўкі дэталяў, павялічыць складанасць працэсу; занадта высокая тэмпература, сыравіна лёгка раскладаецца. Фактычны працэс ліцця пад ціскам, тэмпература ўпырску звычайна вышэй, чым у цыліндру, і больш высокае значэнне звязана з хуткасцю ўпырску і ўласцівасцямі матэрыялу, а максімальная тэмпература да 30 ℃. Гэта адбываецца з-за вялікай колькасці цяпла, выкліканага зрухам расплаву праз адтуліну для падачы. Ёсць два спосабу кампенсаваць гэтую розніцу ў аналізе патоку формы, адзін - паспрабаваць вымераць тэмпературу, калі расплав ўпырскваецца ў пустэчу, а другі - уключыць асадку ў працэс мадэлявання.
4、Падтрыманне ціску і час
У канцы працэсу ліцця пад ціскам, шруба перастае круціцца і рухаецца толькі наперад. У працэсе захавання ціску, сопла машыны для ліцця пад ціскам бесперапынна падаюць у паражніну, каб запоўніць пусты аб'ём з-за ўсаджвання дэталяў. Калі паражніну запаўняюць без утрымання ціску, частка будзе сціскацца 25%, асабліва таму, што ўсаджванне рэбры занадта вялікае, каб сфармаваць след ўсаджвання. Ціск утрымання ціску, як правіла, аб 85% ад максімальнага ціску напаўнення, што, вядома, павінна вызначацца ў адпаведнасці з рэальнай сітуацыяй.
5、Проціціск
Супрацьціск - гэта ціск, які неабходна пераадолець, калі шруба адварочваецца і аднаўляе матэрыял. Высокі супрацьціск добры для каляровай дысперсіі і плаўлення пластыка, але гэта таксама падаўжае час ўсаджвання шруб, памяншае даўжыню пластыкавага валакна і павялічвае ціск машыны для ліцця пад ціскам. Таму, зваротны ціск павінна быць ніжэй, увогуле менш чым 20 часткі ціску ўпырску. Ін'екцыйная пена, супрацьціск павінна быць вышэй, чым ціск газаўтварэння, інакш шруба будзе выштурхоўвацца са ствала. Некаторыя ін'екцыйныя машыны могуць запраграмаваць супрацьціск, каб кампенсаваць паменшаную даўжыню шнека падчас плаўлення, што памяншае паступленне цяпла і зніжае тэмпературу. Аднак, таму што вынік гэтай змены цяжка ацаніць, цяжка наладзіць машыну адпаведна.
Аб JasonMould Industrial Company Limited
Jasonmould - вытворца пластыкавых формаў- ліццёвая форма, формы для ліцця пад ціскам, фармаванне пластыкам, ратацыйнае ліццё, медыцынскія ліццё пад ціскам з пластыка, два стрэлы ліццё пад ціскам з пластыка, ўстаўка ліццё, ліццё пад ціскам, ліццё пад ціскам металу, мікра ліццё пад ціскам, ліццё парашка, ліццё пад кераміку, ліццё пад ціскам вадкасці, ліццё з лайка, бытавая цвіль, форма для ліцця, інструмент для прэс -формы, нестандартныя формы, фарфоры для фарфору, хуткае стварэнне прататыпаў, інструменты для прататыпавання пластыка, інструмент для прабівання прэса, матрыца і інструменты для дэталяў мабільнага тэлефона/ мабільнага тэлефона, аўтамабільныя запчасткі, пыласосы, акумулятарныя інструменты, тэлефоны, ксераксы, кампутары, мультымедыйныя калонкі, і многія іншыя электронныя вырабы і бытавая тэхніка. А таксама вытворца пластыкавых вырабаў- пластыкавыя дэталі, пластыкавы бак для вады, пластыкавыя шары, пластыкавыя кантэйнеры, пластыкавая спражка, якар з пластыка, пластыкавая вешалка, пластыкавая лыжка, пластыкавы фітынг труб, пластыкавы кавалак, пластыкавы посуд, пластыкавыя шкляначкі, пластыкавыя бутэлькі, пластыкавы латок, пластыкавы касметычны кантэйнер, пластыкавы корпус, пластыкавы кантэйнер для ежы, пластыкавыя крэслы, пластыкавыя каўпачкі, пластыкавы каўпачок, пластыкавыя трубкі, пластыкавыя водаправодныя трубы, пластыкавыя ручкі, пластыкавыя трубкі, пластыкавыя скрыні для гаспадарчых машын, пластыкавыя стойкі і гэтак далей.
Кантакт:
Асоба: Джэймс Юань
Кампанія: JasonMould Industrial Company Limited
Дадаць:На большасці ін'екцыйных машын ёсць рэгуляваны стацыянарны эжекторный валік, да якога прымацаваныя штыфты эжектора,На большасці ін'екцыйных машын ёсць рэгуляваны стацыянарны эжекторный валік, да якога прымацаваныя штыфты эжектора,На большасці ін'екцыйных машын ёсць рэгуляваны стацыянарны эжекторный валік, да якога прымацаваныя штыфты эжектора,На большасці ін'екцыйных машын ёсць рэгуляваны стацыянарны эжекторный валік, да якога прымацаваныя штыфты эжектора,Правінцыя Гуандун, Кітай
Тэл: 86-752-6682869
Электронная пошта: [email protected]
