Djmolding - прафесіянал кампанія па вытворчасці пластыкавых ін'екцый.Вытворчасць пластыкавых вырабаў для ліцця пад ціскам - гэта кітайская кампанія, якая займаецца ліццём пластмас пад ціскам і займаецца адзінай вытворчасцю фармованых пластыкавых кампанентаў..
У Djmolding ёсць машына для ліцця пад ціскам x38 магутнасцю ад 40 да 800 тон, абсталяваная штодзённай магутнасцю робата 1.8 тон пластыкавых дэталей.

У Djmolding ёсць пакой для афарбоўкі без пылу 2 лініі - тамподрук, шаўкаграфія і УФ-афарбоўка.

Djmolding маюць апрацоўку з ЧПУ (х6) крама хуткага абслугоўвання прататыпа (пластык і метал) і выраб розных дэталяў для апрацоўкі металу.

Дэманстрацыя пластыкавых дэталяў Djmolding пад ціскам,у тым ліку
Літыя пластыкавыя дэталі
Фармаваныя дэталі & надрукаваны
Устаўце фасонныя дэталі
Апрацаваныя металічныя дэталі з ЧПУ
Апрацаваныя дэталі прататыпа


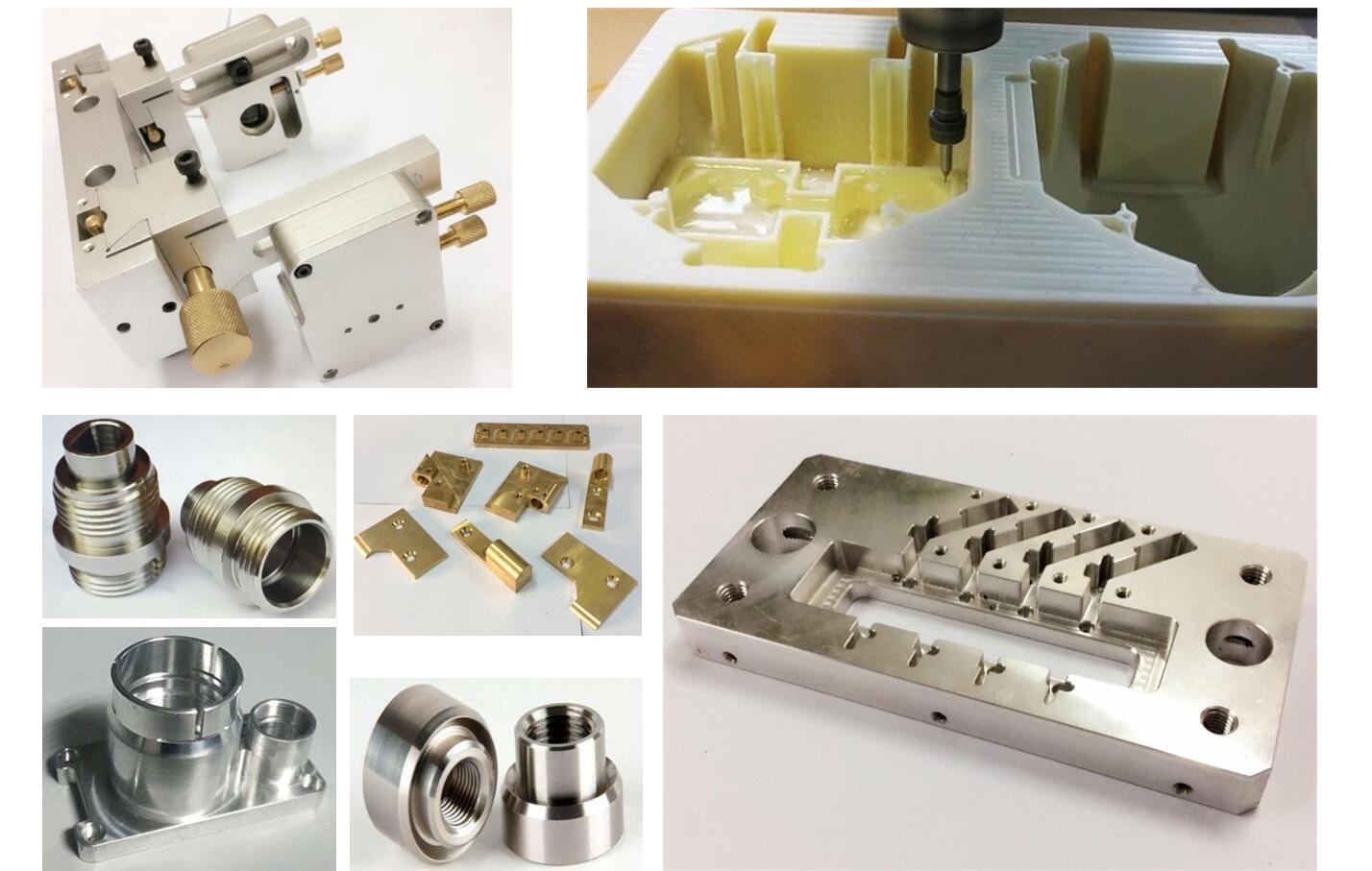 Уся дэманструемая прадукцыя вырабляецца кампаніяй Djmolding ліццё пад ціскам з пластыка.
Уся дэманструемая прадукцыя вырабляецца кампаніяй Djmolding ліццё пад ціскам з пластыка.
Ліццё пад ціскам - найбольш часта выкарыстоўваны вытворчы працэс для вырабу пластыкавых дэталяў. З дапамогай ліцця пад ціскам вырабляецца вялікая разнастайнасць прадуктаў, якія моцна адрозніваюцца па сваіх памерах, складанасць, і прымяненне. Працэс ліцця пад ціскам патрабуе выкарыстання машыны для ліцця пад ціскам, сырой пластыкавы матэрыял, і цвіль. Пластык плавіцца ў машыне для ліцця пад ціскам, а затым уводзіцца ў форму, дзе ён астывае і застывае ў канчатковую частку. Этапы гэтага працэсу больш падрабязна апісаны ў наступным раздзеле.
Ліццё пад ціскам выкарыстоўваецца для вытворчасці танкасценных пластыкавых дэталяў для самых розных прымянення, адным з самых распаўсюджаных з'яўляюцца пластыкавыя корпуса. Пластыкавы корпус уяўляе сабой танкасценны корпус, часта патрабуецца шмат рэбры і начальнікі па інтэр'еры. Гэтыя карпусы выкарыстоўваюцца ў розных прадуктах, уключаючы бытавую тэхніку, Бытавая электроніка, электраінструменты, і як аўтамабільныя прыборныя панэлі. Іншыя распаўсюджаныя танкасценныя вырабы ўключаюць розныя тыпы адкрытых кантэйнераў, напрыклад, вёдры. Ліццё пад ціскам таксама выкарыстоўваецца для вырабу некалькіх паўсядзённых прадметаў, такіх як зубныя шчоткі або невялікія пластыкавыя цацкі. Шмат медыцынскіх вырабаў, уключаючы клапаны і шпрыцы, таксама вырабляюцца з дапамогай ліцця пад ціскам.
Цыкл працэсу
У нашай ліцця пад ціскам цыкл для ліцця пад ціскам вельмі кароткі, звычайна паміж 2 секунд і 2 хвілін, і складаецца з наступных чатырох этапаў:
- Зацісканне – Перад упырскам матэрыялу ў форму, дзве паловы формы спачатку павінны быць надзейна зачыненыя заціскным блокам. Кожная палова формы мацуецца да машыны для ліцця пад ціскам, і адна палова можа слізгаць. Заціскны блок з гідраўлічным прывадам штурхае палоўкі формы разам і прыкладае дастатковую сілу, каб утрымліваць форму надзейна закрытай падчас упырску матэрыялу. Час, неабходны для закрыцця і заціску формы, залежыць ад машыны – больш буйныя машыны (тыя з больш сілы заціску) спатрэбіцца больш часу. Гэты час можна ацаніць з час сухога цыклу машыны.
- Ін'екцыі – Сыры пластычны матэрыял, звычайна ў выглядзе гранул, падаецца ў машыну для ліцця пад ціскам, і прасунуліся да формы з дапамогай блока ўпырску. Падчас гэтага працэсу, матэрыял плавіцца цяплом і ціскам. Затым расплаўлены пластык вельмі хутка ўпырскваецца ў форму, і назапашванне пакетаў пад ціскам утрымлівае матэрыял. Колькасць матэрыялу, які ўводзіцца, называецца стрэл. Час упырску цяжка дакладна разлічыць з-за складанага і зменлівага патоку расплаўленага пластыка ў форму. Аднак, час ін'екцыі можна ацаніць па аб'ёме стрэлу, ціск упырску, і магутнасць ўпырску.
- Астуджэнне – Расплаўлены пластык, які знаходзіцца ўнутры формы, пачынае астываць, як толькі ўступае ў кантакт з унутранымі паверхнямі формы. Па меры астывання пластыка, ён зацвярдзее ў форму патрэбнай часткі. Аднак, падчас астывання некатор ўсаджванне часткі можа адбыцца. Упакоўка матэрыялу на этапе ін'екцыі дазваляе дадатковаму матэрыялу паступаць у форму і памяншаць бачную ўсаджванне. Форму нельга адкрываць, пакуль не скончыцца неабходны час астывання. Час астуджэння можна ацаніць па некалькіх тэрмадынамічных уласцівасцях пластыка імаксімальная таўшчыня сценак часткі.
- Выкідванне – Пасля таго, як пройдзе дастаткова часу, астуджаная частка можа быць выкінута з формы з дапамогай сістэмы выкіду, які мацуецца да задняй паловы формы. Калі форма адкрываецца, механізм выкарыстоўваецца для выштурхоўвання дэталі з формы. Каб выцягнуць дэталь, неабходна прыкласці сілу, таму што падчас астывання дэталь сціскаецца і прыліпае да формы. Для таго, каб палегчыць выкід дэталі, сродак для адлучэння ад формы можна распыляць на паверхні паражніны формы перад упырскам матэрыялу. Час, неабходны для адкрыцця формы і вымання дэталі, можна ацаніць з час сухога цыклу машыны і павінна ўключаць час, каб дэталь вызвалілася ад формы. Пасля таго, як частка выкідваецца, форму можна заціснуць для наступнага стрэл быць уведзены.
Пасля цыкла ліцця пад ціскам, некаторыя пост-апрацоўка звычайна патрабуецца. Падчас астуджэння, матэрыял у каналах формы зацвярдзее, прымацаваны да дэталі. Гэта лішні матэрыял, разам з любым ўспышка што адбылося, неабходна абрэзаць з часткі, звычайна з дапамогай фрэз. Для некаторых відаў матэрыялу, напрыклад, тэрмапласты, лом матэрыялу, які атрымліваецца ў выніку гэтай абрэзкі, можна перапрацаваць, змясціўшы ў пластыкавую мясасечку, таксама называюць машынамі для перамолу або гранулятарамі, які перамолвае лом у гранулы. З-за некаторага пагаршэння уласцівасцяў матэрыялу, перамалоць неабходна змяшаць з сыравінай у адпаведным выглядзе каэфіцыент перамолу для паўторнага выкарыстання ў працэсе ліцця пад ціскам.