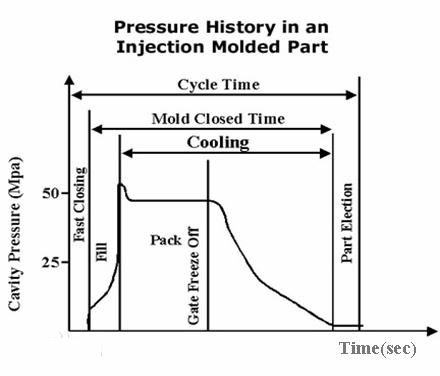
1、Tekanan injeksi
Tekanan injeksi disediakan oleh sistem hidrolik dari sistem cetakan injeksi. Tekanan silinder hidrolik dipindahkan ke lelehan plastik melalui sekrup mesin cetak injeksi. Lelehan plastik didorong oleh tekanan, dan melalui nosel mesin cetak injeksi, itu memasuki bagian vertikal cetakan. Dan melalui gerbang ke rongga cetakan, proses ini adalah proses pencetakan injeksi, atau disebut proses pengisian. The existence of pressure is to overcome the resistance in the melt flow process, atau sebaliknya, hambatan dalam proses aliran perlu diimbangi dengan tekanan mesin cetak injeksi untuk memastikan kelancaran proses pengisian.
Dalam proses pencetakan injeksi, the pressure at the nozzle of the injection molding machine is the highest to overcome the flow resistance in the whole melt. Then the pressure gradually decreases along the flow length to the front wave front of the melt. If the exhaust inside the cavity is good, the final pressure at the front end of the melt is atmospheric pressure.
There are many factors influencing melt filling pressure. There are three kinds of material factors, such as plastic type, viscosity and other structural factors, such as type, number and position of pouring system, mold cavity shape and thickness of product, etc.3 technological elements of molding.
2、 Waktu injeksi
The injection time here refers to the time required for the plastic melt to fill the cavity, excluding the opening and closing time of the mold. Although the injection time is very short and has little effect on the forming cycle, the adjustment of injection time plays a great role in the pressure control of the gate, runner and cavity. The reasonable injection time is helpful to the ideal filling of melt, and it is very important to improve the surface quality of the products and reduce the dimensional tolerance.
Waktu injeksi jauh lebih rendah daripada waktu pendinginan, yaitu tentang 1 / 10 / 1 / 15 dari waktu pendinginan, which can be used as the basis for predicting the whole molding time of the plastic parts. In the analysis of the mold flow, waktu injeksi dalam hasil analisis sama dengan waktu injeksi yang diatur dalam kondisi teknologi hanya ketika lelehan sepenuhnya digerakkan oleh putaran sekrup untuk mengisi rongga. Jika sakelar kontrol tekanan sekrup terjadi sebelum rongga diisi, hasil analisis akan lebih besar dari pengaturan kondisi proses.
3、suhu injeksi
Suhu injeksi merupakan faktor penting yang mempengaruhi tekanan injeksi. Ada 5 ~ 6 bagian pemanas dalam silinder cetak injeksi, dan setiap bahan memiliki suhu pemrosesan yang sesuai (untuk rincian, silakan lihat data yang disediakan oleh pemasok bahan. Suhu injeksi harus dikontrol dalam kisaran tertentu. Suhu terlalu rendah, plastisisasi yang buruk dari lelehan, mempengaruhi kualitas bagian pembentuk, meningkatkan kesulitan proses; suhu terlalu tinggi, bahan baku mudah terurai. Dalam proses pencetakan injeksi yang sebenarnya, suhu injeksi biasanya lebih tinggi dari pada silinder, dan nilai yang lebih tinggi terkait dengan laju injeksi dan sifat material, dan suhu maksimum hingga 30 ℃.Hal ini disebabkan tingginya jumlah panas yang disebabkan oleh geseran lelehan melalui lubang pengisian. Ada dua cara untuk mengkompensasi perbedaan dalam analisis aliran cetakan, salah satunya adalah mencoba mengukur suhu saat lelehan disuntikkan ke dalam kehampaan, dan yang lainnya adalah memasukkan nosel dalam proses pemodelan.
4、Tekanan menjaga tekanan dan waktu
Pada akhir proses injection molding, sekrup berhenti berputar dan hanya bergerak maju. Dalam proses menjaga tekanan, nozel mesin cetak injeksi terus menerus dimasukkan ke dalam rongga untuk mengisi volume kosong karena penyusutan bagian. If the cavity is filled without holding the pressure, the part will shrink about 25%, especially because the shrinkage of the rib is too large to form shrinkage trace. The pressure holding pressure is generally about 85% of the maximum filling pressure, which should of course be determined according to the actual situation.
5、Backpressure
Back pressure is the pressure that needs to be overcome when the screw reverses and recovers the material. High back pressure is good for color dispersion and plastic melting, but it also prolongs screw shrinkage time, reduces the length of plastic fiber and increases the pressure of injection molding machine. Karena itu, the back pressure should be lower, generally less than 20 parts of injection pressure. Injection foam, the back pressure should be higher than gas formation pressure, otherwise the screw will be pushed out of the barrel. Some injection machines can program back pressure to compensate for reduced screw length during melting, which reduces heat input and reduces temperature. Namun, because the result of this change is difficult to estimate, it is difficult to adjust the machine accordingly.
Tentang JasonMould Industrial Company Limited
Jasonmould adalah produsen cetakan plastik- cetakan injeksi, cetakan die casting, cetakan tiup plastik, cetakan rotasi, medis cetakan injeksi plastik, dua tembakan cetakan injeksi plastik, masukkan cetakan, overmolding, cetakan injeksi logam, cetakan injeksi mikro, cetakan injeksi bubuk, cetakan injeksi keramik, cetakan injeksi cair, cetakan injeksi husky, cetakan rumah tangga, pengecoran cetakan, alat cetakan mati, cetakan khusus, cetakan cina, perkakas prototipe cepat rapid, perkakas prototipe plastik plastic, perkakas tekan pukulan, mati dan perkakas untuk bagian ponsel / ponsel cell, bagian otomotif, penyedot debu, alat isi ulang, telepon, mesin fotokopi, komputer, speaker multimedia, dan banyak produk elektronik dan peralatan rumah tangga lainnya. Dan juga produsen produk plastik- bagian-bagian yang terbuat dari plastik, tangki air plastik, bola plastik, wadah plastik, gesper plastik, jangkar plastik, gantungan plastik, sendok plastik, pemasangan pipa plastik, gelas plastik, peralatan makan plastik, gelas plastik, botol-botol plastik, nampan plastik, wadah kosmetik plastik, kotak plastik, wadah makanan plastik, kursi plastik, tutup plastik, penutupan tutup plastik, tabung plastik, pipa air plastik, kenop plastik, tabung plastik, kotak utilitas plastik, rak plastik dan sebagainya.
Kontak:
Orang: James Yuan
Perusahaan: JasonMould Industrial Company Limited
Menambahkan:Desa Gang Panjang,LongXiTown,BoLuoCounty,Kota HuiZhou,Provinsi Guangdong, Cina
Telp: 86-752-6682869
Surel: [email protected]
