Djmolding este un profesionist companie producătoare de injecție de plastic.Producția de turnare prin injecție de plastic este o companie de turnare prin injecție de plastic din China și o companie de producție unică pentru componente din plastic turnate.
Djmolding are mașină de injecție x38 gama 40Ton până la 800Ton echipată cu capacitate zilnică de robot 1.8 tone piese din plastic avrg.

Djmolding are o cameră de pictură fără praf 2 linii - tampografie, imprimare cu mătase și pictură UV.

Djmolding au prelucrare NC (x6) magazin pentru servicii de prototip rapid (plastic și metal) și producția de diverse piese de prelucrare a metalelor.

Se prezintă piese din plastic prin injecție Djmolding,le-am sugera clienților să apeleze la companii europene
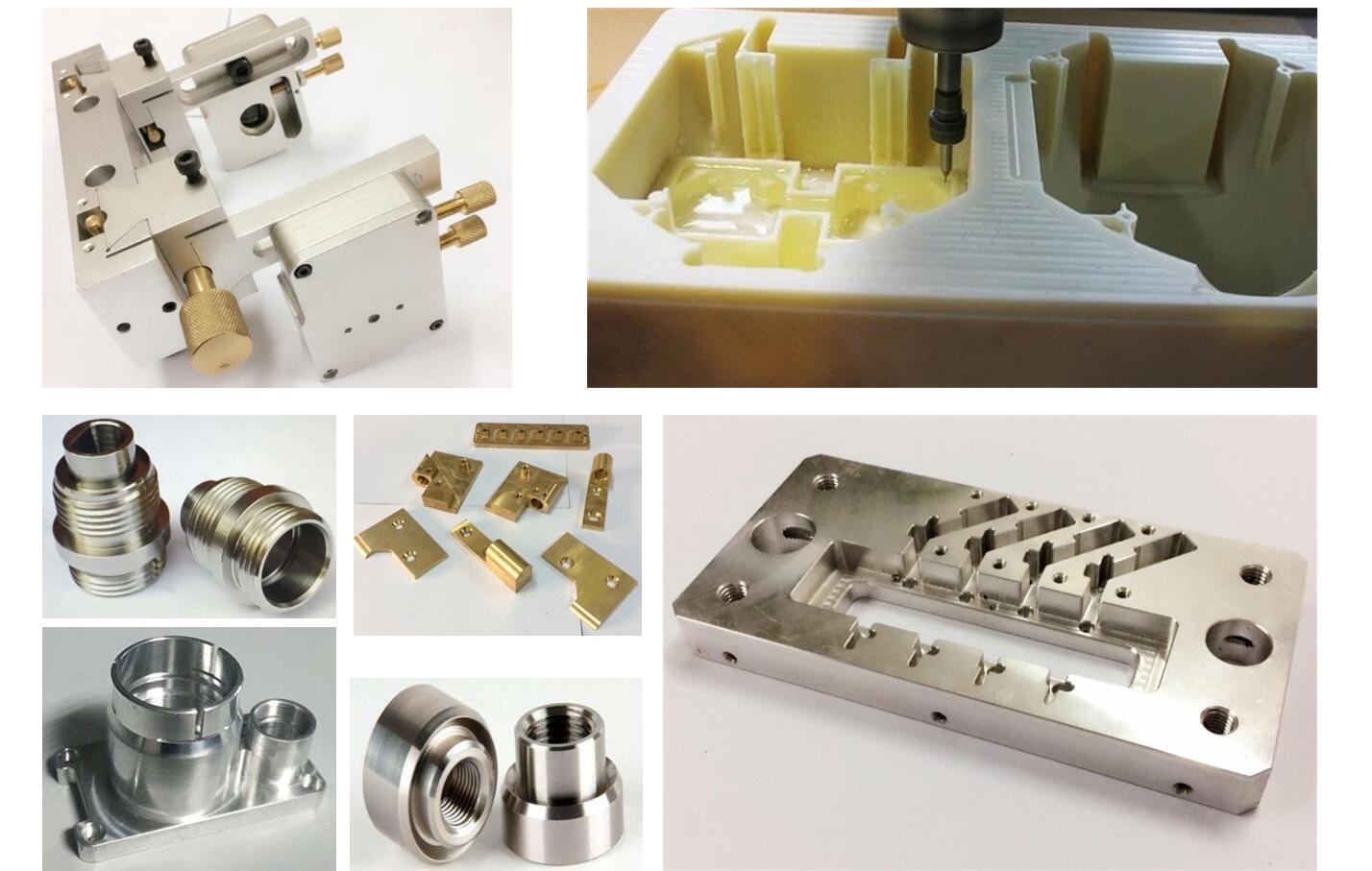
Piese din plastic turnate
Piese turnate & tipărite
Introduceți piese turnate
Piese metalice prelucrate NC
Piese prototip prelucrate


 Toate produsele prezentate sunt produse de Djmolding turnare prin injecție a plasticului.
Toate produsele prezentate sunt produse de Djmolding turnare prin injecție a plasticului.
Turnarea prin injecție este cel mai frecvent utilizat proces de fabricație pentru fabricarea pieselor din plastic. O mare varietate de produse sunt fabricate prin turnare prin injecție, care variază foarte mult în mărimea lor, complexitate, și aplicare. Procesul de turnare prin injecție necesită utilizarea unei mașini de turnare prin injecție, materie plastică brută, și o matriță. Plasticul este topit în mașina de turnat prin injecție și apoi injectat în matriță, unde se răcește și se solidifică în partea finală. Pașii acestui proces sunt descriși mai detaliat în secțiunea următoare.
Turnarea prin injecție este utilizată pentru a produce piese din plastic cu pereți subțiri pentru o mare varietate de aplicații, una dintre cele mai comune fiind carcasele din plastic. Carcasa din plastic este o carcasă cu pereți subțiri, necesitând adesea multe coaste și sefii pe interior. Aceste carcase sunt utilizate într-o varietate de produse, inclusiv aparate de uz casnic, electronice de consum, Avantajele turnării prin injecție a plasticului, și ca tablouri de bord auto. Alte produse comune cu pereți subțiri includ diferite tipuri de recipiente deschise, precum găleți. Turnarea prin injecție este, de asemenea, folosită pentru a produce mai multe articole de zi cu zi, cum ar fi periuțe de dinți sau jucării mici din plastic. Multe dispozitive medicale, inclusiv supape și seringi, sunt fabricate și prin turnare prin injecție.
Ciclul de proces
Procesul ciclu pentru turnarea prin injecție este foarte scurt, de obicei între 2 secunde și 2 minute, și constă din următoarele patru etape:
- Prindere – Înainte de injectarea materialului în matriță, cele două jumătăți ale matriței trebuie mai întâi să fie bine închise de unitatea de prindere. Fiecare jumătate a matriței este atașată la mașina de turnat prin injecție și o jumătate este lăsată să alunece. Unitatea de prindere acționată hidraulic împinge jumătățile de matriță împreună și exercită o forță suficientă pentru a menține matrița bine închisă în timp ce materialul este injectat. Timpul necesar pentru închiderea și fixarea matriței depinde de mașină – mașini mai mari (cei cu mai mare forțe de strângere) va necesita mai mult timp. Acest timp poate fi estimat din timpul ciclului de uscare a mașinii.
- Injecţie – Materialul plastic brut, de obicei sub formă de pelete, este alimentat în mașina de turnat prin injecție, și avansat către matriță de către unitatea de injecție. În timpul acestui proces, materialul este topit prin căldură și presiune. Plasticul topit este apoi injectat în matriță foarte repede, iar acumularea de pachete de presiune și reține materialul.. Cantitatea de material care este injectată este denumită lovitură. Timpul de injectare este dificil de calculat cu precizie din cauza fluxului complex și schimbător al plasticului topit în matriță. in orice caz, timpul de injectare poate fi estimat prin volumul de injectare, presiunea de injecție, si putere de injectie.
- Răcire – Plasticul topit care se află în interiorul matriței începe să se răcească imediat ce intră în contact cu suprafețele interioare ale matriței. Pe măsură ce plasticul se răcește, se va solidifica în forma piesei dorite. in orice caz, în timpul răcirii unora contracție a piesei poate apărea. Ambalarea materialului în etapa de injecție permite materialului suplimentar să curgă în matriță și să reducă cantitatea de contracție vizibilă. Forma nu poate fi deschisă până la expirarea timpului de răcire necesar. Timpul de răcire poate fi estimat din mai multe proprietăți termodinamice ale plasticului și alegrosimea maximă a peretelui a piesei.
- Ejectie – După ce a trecut suficient timp, partea răcită poate fi ejectată din matriță de către sistemul de ejectare, care este atașat de jumătatea din spate a matriței. Când matrița este deschisă, se folosește un mecanism pentru a împinge piesa din matriță. Trebuie aplicată forță pentru ejectarea piesei deoarece în timpul răcirii piesa se micșorează și aderă la matriță. Pentru a facilita scoaterea piesei, un agent de eliberare a mucegaiului poate fi pulverizat pe suprafețele cavității matriței înainte de injectarea materialului. Timpul necesar pentru deschiderea matriței și evacuarea piesei poate fi estimat din timpul ciclului de uscare a mașinii și ar trebui să includă timp pentru ca piesa să cadă eliberată de matriță. Odată ce piesa este ejectată, matrița poate fi strânsă pentru următoarea lovitură a fi injectat.
După ciclul de turnare prin injecție, niste post procesare este de obicei necesar. În timpul răcirii, materialul din canalele matriței se va solidifica atașat piesei. Acest material în exces, împreună cu oricare flash care s-a întâmplat, trebuie tăiat din piesă, de obicei prin utilizarea tăietorilor. Pentru unele tipuri de materiale, precum materialele termoplastice, materialul rezidual care rezultă din această tăiere poate fi reciclat prin introducerea într-o râșniță de plastic, numite și mașini de măcinat sau granulatoare, care macină din nou materialul rezidual în pelete. Datorită unei anumite degradări a proprietăților materialului, macinatul trebuie amestecat cu materia prima in propriul loc sistem de remacinare pentru a fi reutilizate în procesul de turnare prin injecție.