1. Determinați numărul de cavități și dispunerea lor
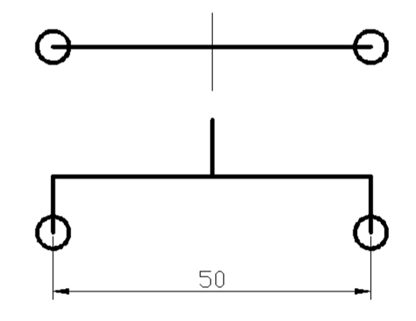
În general , piesele mici din plastic cu cerințe de înaltă precizie și piesele medii și mari din plastic sunt preferate pentru a adopta structura unei matrițe și a unei cavități; pentru piese mici din plastic cu cerințe de precizie scăzută (fără cerințe de precizie potrivite) formă simplă și producție în masă, Dacă se adoptă matriţa cu mai multe cavităţi, poate oferi condiții superioare unice și poate îmbunătăți considerabil eficiența producției. Numărul de cavități poate fi determinat în funcție de dimensiunea modelului. Piesa din plastic necesită o precizie mai mare, care este o piesă din plastic de înaltă precizie, și apoi depinde de dimensiunea piesei din plastic. Structură matriță cu un singur mod și două tipuri. Dispunerea cavității este așa cum se arată în figura următoare.
2. Determinarea structurii matriței
1. Formă cu suprafață cu o singură despărțire cu mai multe cavități: pot fi utilizate piese mici din plastic cu aspect scăzut de calitate și precizie dimensională generală.
2.Mucegai cu suprafață cu mai multe cavități și cu mai multe despărțiri: În această structură pot fi utilizate piese mici din plastic cu aspect de înaltă calitate și precizie dimensională generală. Piesele din plastic necesită o calitate înaltă a aspectului și sunt piese mici din plastic cu precizie dimensională ridicată. Prin urmare, poate fi adoptat proiectarea suprafeței cu mai multe cavități și cu o singură despărțire. Din piesele din plastic, este ușor de văzut poziția suprafeței de despărțire a matriței, setarea mecanismului de spargere și poziția porții. Suprafața de despărțire este suprafața de despărțire verticală a unei singure suprafețe de despărțire.
Cele mai frecvent utilizate forme de poartă sunt următoarele:
Prima este poarta laterală. Acest tip de poartă este familiar lucrătorilor din procesul de injecție și este mai convenabil de prelucrat în fabricație, dar dezavantajul este că debitul de rulare este lung și pierderea de căldură este mare, astfel încât este ușor să se producă semne evidente de liant. Dacă este de îmbunătățit, Dimensiunea sprue trebuie mărită, dar apoi crește revenirea porțiunii de sprue. și există o mulțime de fenomene de măsurare aleatoare în întreprinderile autohtone, partea de admisie a plasticului trebuie debavurata, ceea ce mărește timpul de lucru al debavurării și dăunează frumuseții zonei înconjurătoare. A doua este poarta punctului. Când plasticul este injectat, La poarta punctului, o parte din energia cinetică este convertită în energie termică în cavitatea de injecție de mare viteză, deci pierderea de căldură a plasticului în rendezvous este mai mică decât cea a porții laterale, deci fuziunea este mai bună la întâlnire. Urma de sudură nu este evidentă. Dezavantajul său este că partea din față a părții din plastic va lăsa o urmă a gurii care arde, ceea ce va afecta frumusețea părții din plastic, iar cavitatea trebuie mutată pentru a îndepărta materialul de poartă al porții punct. Din cauza greutății mari a cavității, Prin urmare, nu este convenabil să te muți. Al treilea este de a integra avantajele și dezavantajele celor două forme de poartă de mai sus și de a adopta poarta de forfecare. Deoarece peretele lateral al piesei din plastic este departe de poarta transversală, este foarte dificil de realizat alimentarea materialului direct pe peretele lateral, deci a fost adăugată o nouă poartă de sprijin pentru proces. Acest tip de formă de poartă are următoarele avantaje principale: primul, nu există nicio urmă de poartă pe suprafața piesei din plastic, și nu există niciun semn evident de sudură pe suprafața exterioară. Deci calitatea aspectului este mai bună. Al doilea, pozitia si cantitatea portii pot fi marite de calitatea pieselor din plastic. Este convenabil să modificați matrița prin reducerea sau schimbarea poziției porții. astfel încât operatorul să poată înțelege în detaliu informațiile relevante despre matrițele de injecție, în timp ce piesele din plastic sunt ejectate, poarta este tăiată și tăiată. Conform principiului că fluxul de plastic este pe cât posibil consistent, sunt montate două porți de forfecare pentru a tăia spruce, iar poarta auxiliară tehnologică poate fi demontată manual.
a lua legatura:
Persoană: James Yuan
Companie: JasonMould Industrial Company Limited
Adăuga: Satul LongGang,Orașul LongXi,Județul BoLuo,Orașul HuiZhou,Provincia Guangdong, China
Tel: 86-752-6682869
E-mail: [email protected]
