Djmolding là một chuyên gia công ty sản xuất ép nhựa.Sản xuất khuôn ép nhựa là một công ty sản xuất máy ép nhựa và nguồn duy nhất của Trung Quốc cho các thành phần nhựa đúc.
Djmolding có máy phun x38 phạm vi 40Ton đến 800Ton được trang bị với công suất hàng ngày của robot 1.8 tấn linh kiện nhựa trung bình.

Djmolding có phòng sơn không bụi 2 dòng - in pad, in lụa và sơn UV.

Djmolding có gia công NC (x6) mua sắm dịch vụ nguyên mẫu nhanh chóng (nhựa và kim loại) và sản xuất các bộ phận gia công kim loại khác nhau.

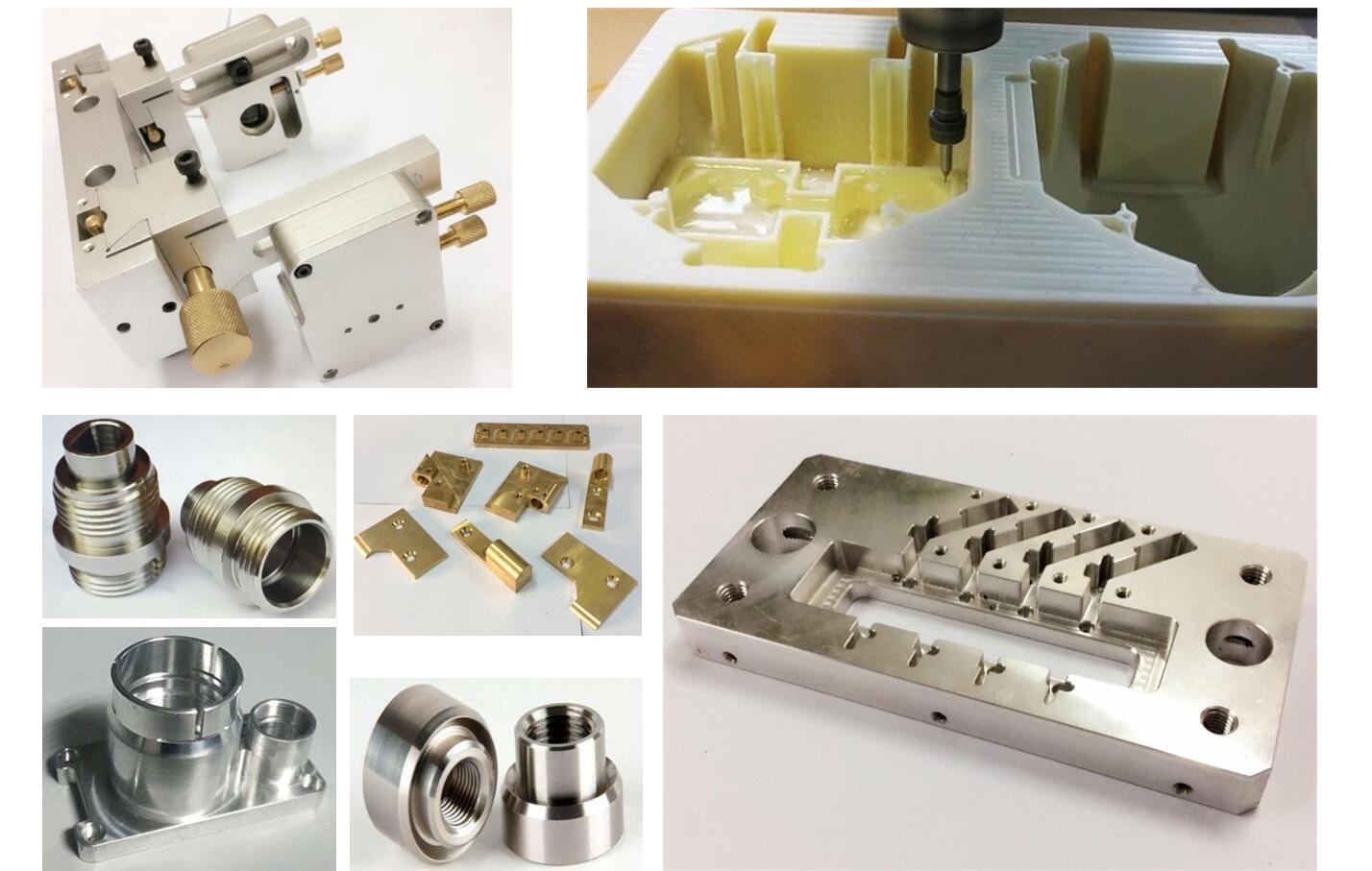
Djmolding phun các bộ phận nhựa hiển thị,kể cả
Các bộ phận bằng nhựa đúc
Các bộ phận đúc & đã in
Chèn các bộ phận đúc
Các bộ phận kim loại được gia công NC
Các bộ phận nguyên mẫu được gia công


 Tất cả các sản phẩm trưng bày đều do Djmolding sản xuất ép nhựa.
Tất cả các sản phẩm trưng bày đều do Djmolding sản xuất ép nhựa.
Đúc phun là quy trình sản xuất được sử dụng phổ biến nhất để chế tạo các bộ phận bằng nhựa. Nhiều loại sản phẩm được sản xuất bằng phương pháp ép phun, thay đổi rất nhiều về kích thước của chúng, phức tạp, và ứng dụng. Quá trình ép phun yêu cầu sử dụng máy ép phun, nguyên liệu nhựa nguyên sinh, và một cái khuôn. Nhựa được nấu chảy trong máy ép phun và sau đó được bơm vào khuôn, nơi nó nguội đi và đông đặc lại thành phần cuối cùng. Các bước trong quy trình này được mô tả chi tiết hơn trong phần tiếp theo.
Đúc phun được sử dụng để sản xuất các bộ phận nhựa có thành mỏng cho nhiều ứng dụng khác nhau, một trong những loại phổ biến nhất là vỏ nhựa. Vỏ nhựa là một vỏ bọc có thành mỏng, thường đòi hỏi nhiều xương sườn và các ông chủ trên nội thất. Những lớp vỏ này được sử dụng trong nhiều loại sản phẩm bao gồm cả thiết bị gia dụng, điện tử dân dụng, dụng cụ điện, và như bảng điều khiển ô tô. Các sản phẩm thành mỏng thông thường khác bao gồm các loại thùng chứa hở khác nhau, chẳng hạn như xô. Ép phun cũng được sử dụng để sản xuất một số vật dụng hàng ngày như bàn chải đánh răng hoặc đồ chơi nhựa nhỏ. Nhiều thiết bị y tế, bao gồm van và ống tiêm, cũng được sản xuất bằng cách ép phun.
Chu trình xử lý
Quá trình xe đạp để ép phun là rất ngắn, thường là giữa 2 giây và 2 phút, và bao gồm bốn giai đoạn sau:
- Kẹp – Trước khi bơm vật liệu vào khuôn, hai nửa khuôn trước tiên phải được đóng chặt bằng bộ phận kẹp. Mỗi nửa khuôn được gắn vào máy ép phun và một nửa được phép trượt. Bộ phận kẹp được cung cấp năng lượng thủy lực đẩy hai nửa khuôn lại với nhau và tác dụng lực vừa đủ để giữ khuôn được đóng chặt trong khi vật liệu được bơm vào. Thời gian cần thiết để đóng và kẹp khuôn phụ thuộc vào máy – máy lớn hơn (những người lớn hơn lực kẹp) sẽ cần nhiều thời gian hơn. Thời gian này có thể được ước tính từ thời gian chu kỳ khô của máy.
- Mũi tiêm – Nguyên liệu nhựa nguyên sinh, thường ở dạng viên, được đưa vào máy ép phun, và nâng cao về phía khuôn bằng bộ phận phun. Trong suốt quá trình này, vật liệu bị nóng chảy bởi nhiệt và áp suất. Sau đó, nhựa nóng chảy được bơm vào khuôn rất nhanh và sự tích tụ của các gói áp lực và giữ vật liệu. Lượng vật liệu được đưa vào được gọi là bắn. Thời gian phun rất khó để tính toán chính xác do dòng chảy của nhựa nóng chảy vào khuôn phức tạp và thay đổi.. Tuy nhiên, thời gian tiêm có thể được ước tính bằng khối lượng bắn, áp suất phun, và sức mạnh phun.
- Làm mát – Nhựa nóng chảy bên trong khuôn bắt đầu nguội ngay khi nó tiếp xúc với bề mặt khuôn bên trong. Khi nhựa nguội đi, nó sẽ đông đặc lại thành hình dạng của bộ phận mong muốn. Tuy nhiên, trong quá trình làm mát một số sự co rút của một phần có thể xảy ra. Việc đóng gói vật liệu trong giai đoạn phun cho phép vật liệu bổ sung chảy vào khuôn và giảm lượng co ngót có thể nhìn thấy được. Không thể mở khuôn cho đến khi hết thời gian làm mát cần thiết. Thời gian làm mát có thể được ước tính từ một số đặc tính nhiệt động lực học của nhựa vàđộ dày tường tối đa của một phần.
- Sự phóng ra – Sau khi đủ thời gian trôi qua, phần được làm mát có thể được đẩy ra khỏi khuôn bằng hệ thống đẩy, được gắn vào nửa sau của khuôn. Khi khuôn được mở ra, một cơ chế được sử dụng để đẩy bộ phận ra khỏi khuôn. Phải tác dụng lực để đẩy chi tiết ra vì trong quá trình làm nguội chi tiết sẽ co lại và dính chặt vào khuôn.. Để tạo điều kiện đẩy bộ phận, chất tháo khuôn có thể được phun lên bề mặt của khoang khuôn trước khi bơm vật liệu. Thời gian cần thiết để mở khuôn và đẩy bộ phận ra có thể được ước tính từ thời gian chu kỳ khô của máy và nên bao gồm thời gian để bộ phận này không bị rơi ra khỏi khuôn. Sau khi bộ phận được đẩy ra, khuôn có thể được kẹp lại cho lần tiếp theo bắn được tiêm.
Sau chu kỳ ép phun, một vài xử lý bài viết thường được yêu cầu. Trong quá trình làm mát, vật liệu trong các rãnh của khuôn sẽ đông đặc gắn vào bộ phận. Vật liệu thừa này, cùng với bất kỳ tốc biến điều đó đã xảy ra, phải được cắt từ một phần, thường bằng cách sử dụng máy cắt. Đối với một số loại vật liệu, chẳng hạn như nhựa nhiệt dẻo, vật liệu phế liệu là kết quả của việc cắt tỉa này có thể được tái chế bằng cách cho vào máy xay nhựa, còn được gọi là máy regrind hoặc máy tạo hạt, mà lấy lại vật liệu phế liệu thành các viên. Do một số suy thoái của các đặc tính vật liệu, regrind phải được trộn với nguyên liệu thô một cách thích hợp tỷ lệ regrind được tái sử dụng trong quá trình ép phun.