Djmolding er professionel virksomhed, der fremstiller plastindsprøjtning.Plastic sprøjtestøbning fremstilling er en kinesisk plast sprøjtestøber og single source fremstillingsvirksomhed for støbte plastkomponenter.
Djmolding har injektionsmaskine x38 rækkevidde 40Ton til 800Ton udstyret med robot daglig kapacitet 1.8 tons plastdele gns.

Djmolding har støvfrit malerum 2 linjer – tampontryk, silketryk og UV-maling.

Djmolding har NC-bearbejdning (x6) shop for hurtig prototypeservice (plastik og metal) og produktion af forskellige metalbearbejdningsdele.

Djmolding sprøjteplastdele viser,inklusive
Støbte plastdele
Støbte dele & trykt
Indsæt støbte dele
NC bearbejdede metaldele
Maskinbearbejdede prototypedele


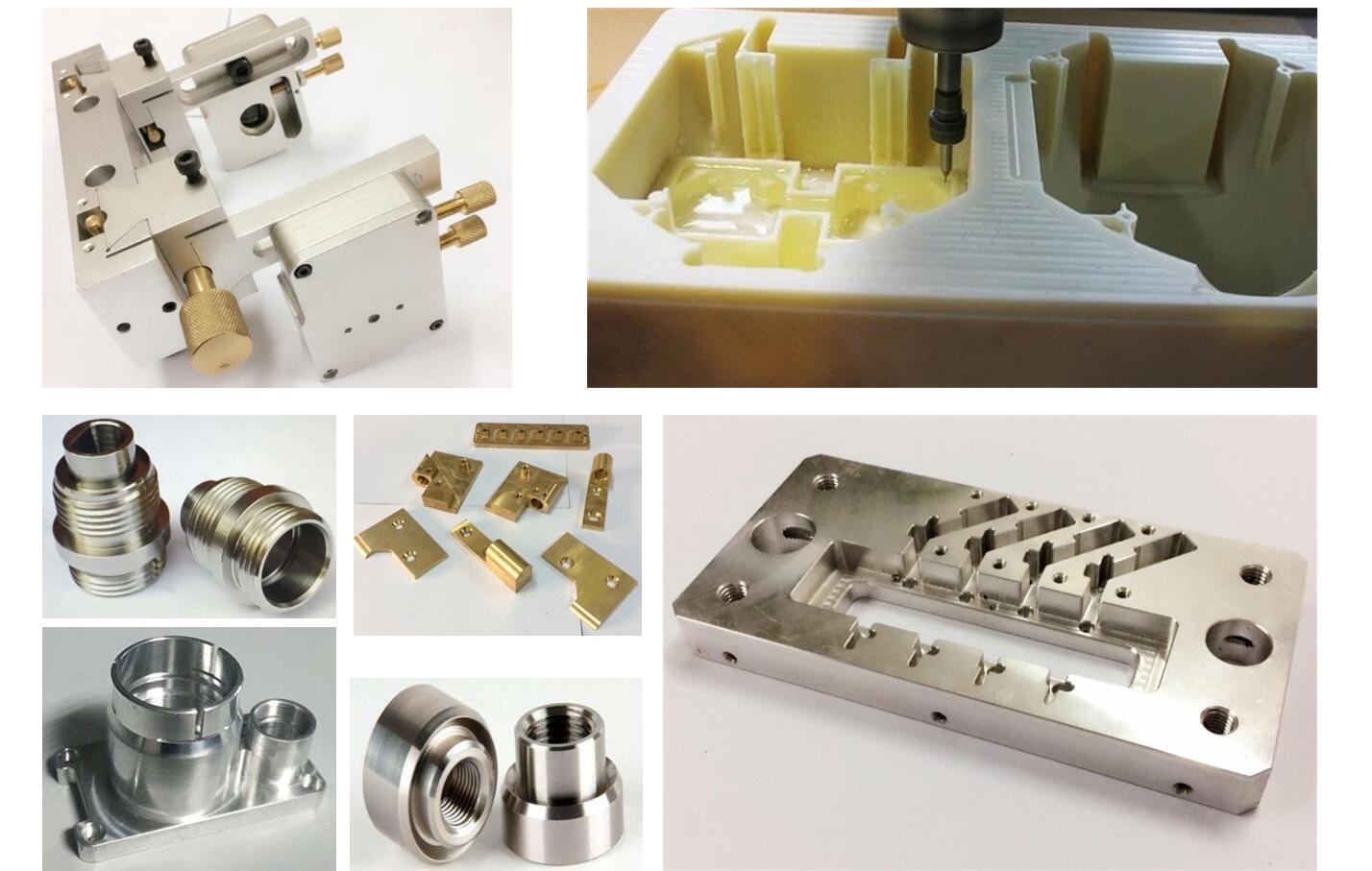 Alle de viste produkter er produceret af Djmolding plast sprøjtestøbning.
Alle de viste produkter er produceret af Djmolding plast sprøjtestøbning.
Sprøjtestøbning er den mest almindeligt anvendte fremstillingsproces til fremstilling af plastdele. En bred vifte af produkter fremstilles ved hjælp af sprøjtestøbning, som varierer meget i deres størrelse, kompleksitet, og ansøgning. Sprøjtestøbeprocessen kræver brug af en sprøjtestøbemaskine, rå plastmateriale, og en form. Plasten smeltes i sprøjtestøbemaskinen og sprøjtes derefter ind i formen, hvor det afkøles og størkner til den sidste del. Trinene i denne proces er beskrevet mere detaljeret i næste afsnit.
Sprøjtestøbning bruges til at fremstille tyndvæggede plastdele til en bred vifte af applikationer, en af de mest almindelige er plasthuse. Plasthus er et tyndvægget kabinet, kræver ofte mange ribben og chefer på det indre. Disse huse bruges i en række produkter, herunder husholdningsapparater, forbrugerelektronik, elværktøj, og som instrumentbrætter til biler. Andre almindelige tyndvæggede produkter omfatter forskellige typer åbne beholdere, såsom spande. Sprøjtestøbning bruges også til at fremstille flere hverdagsting såsom tandbørster eller småt plastiklegetøj. Mange medicinske apparater, inklusive ventiler og sprøjter, fremstilles også ved hjælp af sprøjtestøbning.
Proces cyklus
Processen cyklus til sprøjtestøbning er meget kort, typisk mellem 2 sekunder og 2 minutter, og består af de følgende fire faser:
- Fastspænding – Før indsprøjtning af materialet i formen, de to halvdele af formen skal først lukkes forsvarligt af spændeenheden. Hver halvdel af formen er fastgjort til sprøjtestøbemaskinen, og den ene halvdel får lov til at glide. Den hydraulisk drevne spændeenhed skubber formhalvdelene sammen og udøver tilstrækkelig kraft til at holde formen sikkert lukket, mens materialet sprøjtes ind. Den tid, det tager at lukke og klemme formen, afhænger af maskinen – større maskiner (dem med større spændekræfter) vil kræve mere tid. Denne tid kan estimeres ud fra tør cyklus tid af maskinen.
- Indsprøjtning – Rå plastmateriale, normalt i form af pellets, føres ind i sprøjtestøbemaskinen, og fremført mod formen af injektionsenheden. Under denne proces, materialet smeltes af varme og tryk. Den smeltede plast sprøjtes derefter meget hurtigt ind i formen, og opbygningen af tryk pakker og holder materialet. Mængden af materiale, der injiceres, kaldes skud. Indsprøjtningstiden er vanskelig at beregne nøjagtigt på grund af den komplekse og skiftende strøm af den smeltede plast ind i formen. Imidlertid, injektionstiden kan estimeres ved skudvolumen, indsprøjtningstryk, og injektionskraft.
- Køling – Den smeltede plast, der er inde i formen, begynder at afkøle, så snart den kommer i kontakt med de indvendige formoverflader. Når plastikken afkøles, det vil størkne i form af den ønskede del. Imidlertid, under afkøling nogle Vi vil angive områder, hvor dårligt design kan forårsage termisk stress af delen kan forekomme. Pakningen af materiale i injektionsstadiet tillader yderligere materiale at flyde ind i formen og reducere mængden af synligt svind. Formen kan ikke åbnes, før den nødvendige afkølingstid er gået. Afkølingstiden kan estimeres ud fra flere termodynamiske egenskaber af plasten og denmaksimal vægtykkelse af delen.
- Udvisning – Efter tilstrækkelig tid er gået, den afkølede del kan skydes ud af formen af udkastningssystemet, som er fastgjort til den bagerste halvdel af formen. Når formen åbnes, en mekanisme bruges til at skubbe delen ud af formen. Der skal påføres kraft for at skubbe delen ud, fordi delen krymper og klæber til formen under afkøling. For at lette udkastningen af delen, et formslipmiddel kan sprøjtes på overfladerne af formhulrummet før injektion af materialet. Den tid, der kræves for at åbne formen og skubbe delen ud, kan estimeres ud fra tør cyklus tid af maskinen og skal indeholde tid til, at delen falder fri af formen. Når delen er skubbet ud, formen kan spændes til næste gang skud at blive injiceret.
Efter sprøjtestøbningscyklussen, nogle efterbehandling er typisk påkrævet. Under afkøling, materialet i formens kanaler vil størkne fastgjort til delen. Dette overskydende materiale, sammen med evt blitz der er sket, skal trimmes fra delen, typisk ved at bruge kuttere. For nogle typer materiale, såsom termoplast, det skrotmateriale, der er resultatet af denne trimning, kan genbruges ved at blive lagt i en plastkværn, kaldes også formalingsmaskiner eller granulatorer, som gensliber skrotmaterialet til pellets. På grund af en vis forringelse af materialeegenskaberne, efterslibningen skal blandes med råmateriale i det korrekte genslibningsforhold skal genbruges i sprøjtestøbningsprocessen.