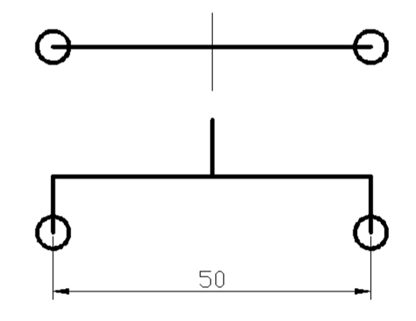
1. Tentukan jumlah rongga dan susunannya
Umumnya , bagian plastik kecil dengan persyaratan presisi tinggi dan bagian plastik sedang dan besar lebih disukai untuk mengadopsi struktur satu cetakan dan satu rongga; untuk bagian plastik kecil dengan persyaratan presisi rendah (tidak ada persyaratan presisi yang cocok bentuk sederhana dan produksi massal, Jika cetakan multi-rongga diadopsi, itu dapat memberikan kondisi superior yang unik dan sangat meningkatkan efisiensi produksi. Jumlah rongga dapat ditentukan sesuai dengan ukuran model. Bagian plastik membutuhkan presisi yang lebih tinggi, yang merupakan bagian plastik presisi tinggi, dan kemudian tergantung pada ukuran bagian plastik. Struktur mati dengan satu mode dan dua tipe. Susunan rongga seperti pada gambar berikut.
2. Penentuan struktur cetakan
1. Cetakan permukaan perpisahan tunggal multi-rongga: bagian plastik kecil dengan kualitas penampilan rendah dan presisi dimensi umum dapat digunakan.
2.Cetakan permukaan multi-rongga dan multi-perpisahan: bagian plastik kecil dengan kualitas penampilan tinggi dan presisi dimensi umum dapat digunakan dalam struktur ini. Bagian plastik membutuhkan kualitas penampilan tinggi dan merupakan bagian plastik kecil dengan presisi dimensi tinggi. Karena itu, desain permukaan multi-rongga dan satu bagian dapat diadopsi. Dari bagian plastik, mudah untuk melihat posisi permukaan perpisahan cetakan, pengaturan mekanisme breakout dan posisi gerbang. Permukaan perpisahan adalah permukaan perpisahan vertikal dari permukaan perpisahan tunggal.
Bentuk gerbang yang paling umum digunakan adalah sebagai berikut::
Yang pertama adalah gerbang samping. Jenis gerbang ini akrab bagi para pekerja proses injeksi dan lebih nyaman untuk diproses dalam pembuatan, tetapi kerugiannya adalah aliran pelarinya panjang dan kehilangan panasnya tinggi, sehingga mudah untuk menghasilkan tanda pengikat yang jelas. Jika ingin ditingkatkan, Ukuran sariawan perlu ditingkatkan, tapi kemudian kembalinya porsi sariawan meningkat. Kedua, bagian saluran masuk plastik perlu dihaluskan, yang menambah jam kerja deburring dan merusak keindahan daerah sekitarnya. Yang kedua adalah gerbang titik. Ketika plastik disuntikkan, Di gerbang titik, bagian dari energi kinetik diubah menjadi energi panas pada rongga injeksi kecepatan tinggi, jadi kehilangan panas plastik dalam pertemuan kurang dari gerbang samping, jadi fusi lebih baik di pertemuan. Tanda las tidak jelas. Kerugiannya adalah bagian depan plastik akan meninggalkan bekas mulut terbakar, yang akan mempengaruhi keindahan bagian plastik, dan rongga harus dipindahkan untuk menghilangkan bahan gerbang dari gerbang titik. Karena beban rongga yang berat, Karena itu, tidak nyaman untuk bergerak. Yang ketiga adalah mengintegrasikan kelebihan dan kekurangan dari dua bentuk gerbang di atas dan mengadopsi gerbang geser. Karena dinding samping bagian plastik jauh dari gerbang melintang, sangat sulit untuk mewujudkan umpan material langsung di dinding samping, jadi gerbang dukungan proses baru telah ditambahkan. Bentuk gerbang semacam ini memiliki keuntungan utama sebagai berikut:: pertama, tidak ada jejak gerbang di permukaan bagian plastik, dan tidak ada tanda las yang jelas di permukaan luar. Jadi kualitas penampilan lebih baik. Kedua, posisi dan kuantitas gerbang dapat ditingkatkan dengan kualitas bagian plastik. Lebih mudah untuk memodifikasi cetakan dengan mengurangi atau mengubah posisi gerbang. bagian mobil, sementara bagian plastik dikeluarkan, gerbang terputus dan terputus. Menurut prinsip bahwa aliran plastik konsisten sejauh mungkin, dua gerbang geser dipasang untuk memotong sariawan, dan gerbang bantu teknologi dapat dilepas dengan tangan.
Kontak:
Orang: James Yuan
Perusahaan: JasonMould Industrial Company Limited
Menambahkan: Desa LongGang,Kota LongXi,Kabupaten BoLuo,Kota HuiZhou,Provinsi Guangdong, Cina
Telp: 86-752-6682869
Surel: [email protected]
