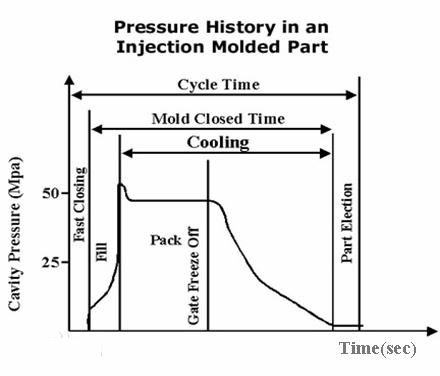
1、Pressione di iniezione
La pressione di iniezione è fornita dal sistema idraulico del sistema di stampaggio a iniezione. La pressione del cilindro idraulico viene trasferita alla plastica fusa attraverso la vite della pressa ad iniezione. Il fuso plastico è spinto dalla pressione, e attraverso l'ugello della pressa ad iniezione, entra nel passaggio verticale dello stampo. E attraverso il cancello nella cavità dello stampo, questo processo è il processo di stampaggio a iniezione, o chiamato il processo di riempimento. L'esistenza della pressione serve a superare la resistenza nel processo di fluidificazione, o viceversa, la resistenza nel processo di flusso deve essere compensata dalla pressione della pressa ad iniezione per garantire il regolare andamento del processo di riempimento.
Nel processo di stampaggio ad iniezione, la pressione all'ugello della pressa ad iniezione è la più alta per superare la resistenza al flusso nell'intero fuso. Quindi la pressione diminuisce gradualmente lungo la lunghezza del flusso fino al fronte d'onda anteriore del fuso. Se lo scarico all'interno della cavità è buono, la pressione finale all'estremità anteriore del fuso è la pressione atmosferica.
Ci sono molti fattori che influenzano la pressione di riempimento del fuso. Ci sono tre tipi di fattori materiali, come il tipo di plastica, viscosità e altri fattori strutturali, come tipo, numero e posizione del sistema di colata, forma della cavità dello stampo e spessore del prodotto, ecc.3 elementi tecnologici di stampaggio.
2、 Tempo di iniezione
Il tempo di iniezione qui si riferisce al tempo necessario affinché la plastica fusa riempia la cavità, escluso il tempo di apertura e chiusura dello stampo. Sebbene il tempo di iniezione sia molto breve e abbia scarso effetto sul ciclo di formatura, la regolazione del tempo di iniezione gioca un ruolo importante nel controllo della pressione del cancello, corridore e cavità. Il tempo di iniezione ragionevole è utile per il riempimento ideale del fuso, ed è molto importante migliorare la qualità superficiale dei prodotti e ridurre la tolleranza dimensionale.
Il tempo di iniezione è molto inferiore al tempo di raffreddamento, che è circa 1 / 10 / 1 / 15 del tempo di raffreddamento, che può essere utilizzato come base per prevedere l'intero tempo di stampaggio delle parti in plastica. Nell'analisi del flusso dello stampo, il tempo di iniezione nei risultati dell'analisi è uguale al tempo di iniezione impostato nelle condizioni tecnologiche solo quando il fuso è completamente guidato dalla rotazione della vite per riempire la cavità. Se il pressostato a vite interviene prima del riempimento della cavità, il risultato dell'analisi sarà maggiore dell'impostazione delle condizioni di processo.
3、temperatura di iniezione
La temperatura di iniezione è un fattore importante che influenza la pressione di iniezione. Ci sono 5 ~ 6 sezioni di riscaldamento nel cilindro di stampaggio a iniezione, e ogni materiale ha la sua temperatura di lavorazione appropriata (per dettagli, fare riferimento ai dati forniti dal fornitore del materiale. La temperatura di iniezione deve essere controllata entro un certo intervallo. Temperatura troppo bassa, scarsa plastificazione del fuso, influenzare la qualità delle parti di formatura, aumentare la difficoltà del processo; temperatura troppo alta, le materie prime sono facili da decomporre. Nell'effettivo processo di stampaggio a iniezione, la temperatura di iniezione è solitamente superiore a quella del cilindro, e il valore più alto è correlato alla velocità di iniezione e alle proprietà del materiale, e la temperatura massima è fino a 30 ℃.Ciò è dovuto all'elevata quantità di calore causata dal taglio del fuso attraverso il foro di alimentazione. Esistono due modi per compensare questa differenza nell'analisi del flusso dello stampo, uno è provare a misurare la temperatura quando il fuso viene iniettato nel vuoto, e l'altro è includere l'ugello nel processo di modellazione.
4、Pressione mantenendo pressione e tempo
Alla fine del processo di stampaggio ad iniezione, la vite smette di girare e si sposta solo in avanti. Nel processo di mantenere la pressione, gli ugelli della pressa ad iniezione alimentano continuamente la cavità per riempire il volume vuoto a causa del restringimento delle parti. Se la cavità viene riempita senza mantenere la pressione, la parte si ridurrà di circa 25%, soprattutto perché il restringimento della nervatura è troppo grande per formare una traccia di restringimento. La pressione di mantenimento della pressione è generalmente di circa 85% della pressione massima di riempimento, che dovrebbe ovviamente essere determinato in base alla situazione reale.
5、Contropressione
La contropressione è la pressione che deve essere superata quando la vite si inverte e recupera il materiale. L'elevata contropressione è utile per la dispersione del colore e la fusione della plastica, ma prolunga anche il tempo di restringimento della vite, riduce la lunghezza della fibra di plastica e aumenta la pressione della pressa ad iniezione. Perciò, la contropressione dovrebbe essere inferiore, generalmente inferiore a 20 parti della pressione di iniezione. Schiuma per iniezione, la contropressione dovrebbe essere superiore alla pressione di formazione del gas, altrimenti la vite verrà spinta fuori dalla canna. Alcune macchine a iniezione possono programmare la contropressione per compensare la ridotta lunghezza della vite durante la fusione, che riduce l'apporto di calore e riduce la temperatura. Tuttavia, perché il risultato di questo cambiamento è difficile da stimare, è difficile regolare la macchina di conseguenza.
Informazioni su JasonMould Industrial Company Limited
Jasonmould è un produttore di stampi in plastica- stampo da iniezione, stampi per pressofusione, soffiaggio plastica, stampaggio rotazionale, medico stampaggio ad iniezione plastica, due colpi stampaggio ad iniezione plastica, stampaggio a inserto, sovrastampaggio, stampaggio ad iniezione di metalli, micro stampaggio ad iniezione, stampaggio a iniezione di polvere, stampaggio ad iniezione di ceramica, stampaggio ad iniezione di liquidi, stampaggio a iniezione husky, muffa domestica, stampo per colata, strumento di stampo, stampi personalizzati, stampi per porcellana, strumenti di prototipazione rapida, strumenti di prototipazione in plastica, utensileria per punzonatrice, muoiono e utensili per parti di telefoni cellulari/cellulari, parti automobilistiche, aspirapolvere, strumenti ricaricabili, telefoni, fotocopiatrici, computer, altoparlanti multimediali, e molti altri prodotti elettronici ed elettrodomestici. E anche un produttore di prodotti in plastica- parti in plastica, serbatoio dell'acqua in plastica, palline di plastica, contenitori di plastica, fibbia di plastica, ancora di plastica, gancio di plastica, cucchiaio di plastica, raccordo per tubi in plastica, caduta di plastica, stoviglie di plastica, bicchieri di plastica, bottiglie di plastica, vassoio di plastica, contenitore cosmetico in plastica, contenitore di plastica, contenitore per alimenti in plastica, sedie di plastica, tappi di plastica, chiusura con tappo in plastica, tubi di plastica, tubi dell'acqua in plastica, manopole di plastica, tubi di plastica, scatole di plastica, rastrelliere di plastica e così via.
Contatto:
Persona: James Yuan
Azienda: JasonMuld Industrial Company Limited
Aggiungere:LongGangVillage,LongXiTown,BoLuo County,HuiZhouCittà,Provincia di Guangdong, Cina
telefono: 86-752-6682869
E-mail: [email protected]
