Djmolding è un professionista azienda produttrice di iniezione plastica.La produzione di stampaggio a iniezione di plastica è uno stampatore a iniezione di plastica in Cina e un'azienda produttrice di un'unica fonte per componenti in plastica stampata.
Djmolding ha una macchina a iniezione x38 gamma da 40Ton a 800Ton dotata di capacità giornaliera del robot 1.8 tonnellate di parti in plastica avrg.

Djmolding ha una stanza di pittura senza polvere 2 linee – tampografia, stampa su seta e pittura UV.

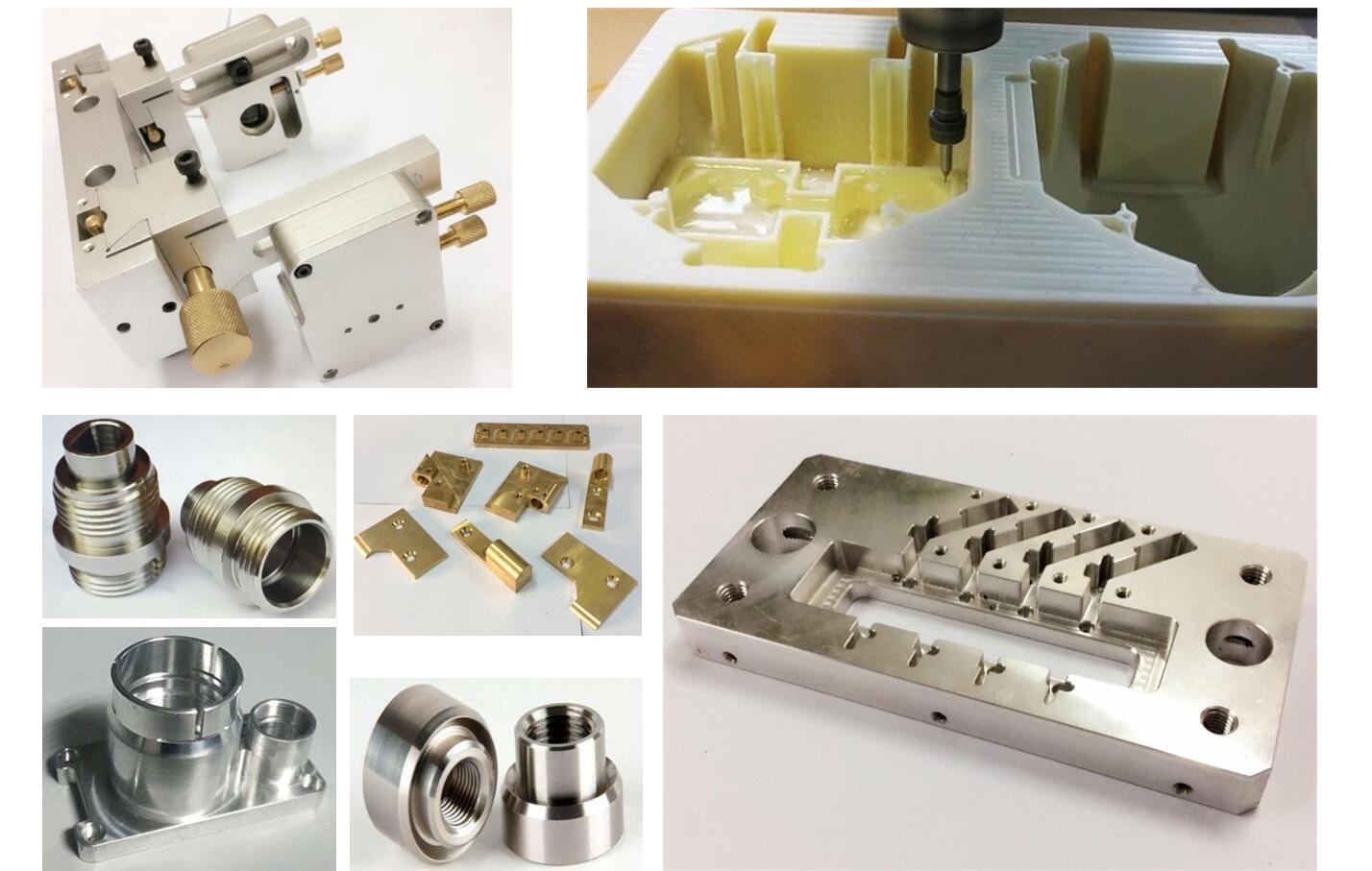
Djmolding ha lavorazione NC (x6) acquista per il servizio di prototipazione rapida (plastica e metallo) e produzione di varie parti di lavorazione dei metalli.

Mostrando parti in plastica per iniezione Djmolding,Compreso
Parti in plastica stampate
Parti stampate & stampato
Inserire parti stampate
Parti metalliche lavorate a controllo numerico
Parti prototipali lavorate


 Tutti i prodotti in mostra sono prodotti da Djmolding stampaggio ad iniezione plastica.
Tutti i prodotti in mostra sono prodotti da Djmolding stampaggio ad iniezione plastica.
Lo stampaggio a iniezione è il processo di produzione più comunemente utilizzato per la fabbricazione di parti in plastica. Un'ampia varietà di prodotti viene fabbricata utilizzando lo stampaggio a iniezione, che variano notevolmente nelle loro dimensioni, complessità, e applicazione. Il processo di stampaggio a iniezione richiede l'uso di una macchina per lo stampaggio a iniezione, materiale plastico grezzo, e uno stampo. La plastica viene fusa nella pressa ad iniezione e quindi iniettata nello stampo, dove si raffredda e si solidifica nella parte finale. I passaggi di questo processo sono descritti in maggior dettaglio nella sezione successiva.
Lo stampaggio a iniezione viene utilizzato per produrre parti in plastica a parete sottile per un'ampia varietà di applicazioni, uno dei più comuni è l'alloggiamento in plastica. L'alloggiamento in plastica è un involucro a parete sottile, spesso richiedono molti costole e capi all'interno. Questi alloggiamenti sono utilizzati in una varietà di prodotti compresi gli elettrodomestici, elettronica di consumo, utensili elettrici, e come cruscotti automobilistici. Altri prodotti comuni a parete sottile includono diversi tipi di contenitori aperti, come i secchi. Lo stampaggio a iniezione viene utilizzato anche per produrre diversi oggetti di uso quotidiano come spazzolini da denti o piccoli giocattoli di plastica. Molti dispositivi medici, comprese valvole e siringhe, sono realizzati anche mediante stampaggio a iniezione.
Ciclo di processo
Il processo ciclo per lo stampaggio a iniezione è molto breve, tipicamente tra 2 secondi e 2 minuti, e si compone delle seguenti quattro fasi:
- bloccaggio – Prima dell'iniezione del materiale nello stampo, le due metà dello stampo devono prima essere chiuse saldamente dall'unità di bloccaggio. Ciascuna metà dello stampo è fissata alla macchina per lo stampaggio a iniezione e una metà può scorrere. L'unità di chiusura ad azionamento idraulico spinge insieme le metà dello stampo ed esercita una forza sufficiente per mantenere lo stampo saldamente chiuso mentre il materiale viene iniettato. Il tempo necessario per chiudere e bloccare lo stampo dipende dalla macchina – macchine più grandi (quelli con maggiore forze di serraggio) richiederà più tempo. Questo tempo può essere stimato dal tempo di ciclo a secco della macchina.
- Iniezione – La materia prima plastica, solitamente sotto forma di pellet, viene alimentato nella macchina per lo stampaggio a iniezione, e fatto avanzare verso lo stampo dall'unità di iniezione. Durante questo processo, il materiale viene fuso dal calore e dalla pressione. La plastica fusa viene quindi iniettata molto rapidamente nello stampo e l'accumulo di pacchi a pressione e trattiene il materiale. La quantità di materiale che viene iniettata è indicata come sparo. Il tempo di iniezione è difficile da calcolare con precisione a causa del flusso complesso e mutevole della plastica fusa nello stampo. Tuttavia, il tempo di iniezione può essere stimato dal volume di sparo, pressione di iniezione, e potenza di iniezione.
- Raffreddamento – La plastica fusa che si trova all'interno dello stampo inizia a raffreddarsi non appena entra in contatto con le superfici interne dello stampo. Mentre la plastica si raffredda, si solidificherà nella forma della parte desiderata. Tuttavia, durante il raffreddamento restringimento della parte può verificarsi. L'imballaggio del materiale nella fase di iniezione consente al materiale aggiuntivo di fluire nello stampo e ridurre la quantità di ritiro visibile. Lo stampo non può essere aperto finché non è trascorso il tempo di raffreddamento richiesto. Il tempo di raffreddamento può essere stimato da diverse proprietà termodinamiche della plastica e dalspessore massimo della parete della parte.
- espulsione – Dopo che è trascorso un tempo sufficiente, la parte raffreddata può essere espulsa dallo stampo dal sistema di espulsione, che è attaccato alla metà posteriore dello stampo. Quando lo stampo è aperto, un meccanismo viene utilizzato per spingere la parte fuori dallo stampo. La forza deve essere applicata per espellere la parte perché durante il raffreddamento la parte si restringe e aderisce allo stampo. Per facilitare l'espulsione del pezzo, un agente distaccante può essere spruzzato sulle superfici della cavità dello stampo prima dell'iniezione del materiale. Il tempo necessario per aprire lo stampo ed espellere il pezzo può essere stimato dal tempo di ciclo a secco della macchina e dovrebbe includere il tempo necessario affinché la parte si sfili dallo stampo. Una volta che la parte viene espulsa, lo stampo può essere bloccato per il prossimo sparo essere iniettato.
Dopo il ciclo di stampaggio ad iniezione, alcuni post produzione è tipicamente richiesto. Durante il raffreddamento, il materiale nei canali dello stampo si solidificherà attaccato alla parte. Questo materiale in eccesso, insieme a qualsiasi veloce che è successo, deve essere tagliato dalla parte, tipicamente usando frese. Per alcuni tipi di materiale, come i termoplastici, il materiale di scarto che risulta da questa rifilatura può essere riciclato ponendolo in un macinino di plastica, chiamate anche macchine rimacinate o granulatori, che rimacina il materiale di scarto in pellet. A causa di un certo degrado delle proprietà del materiale, il rimacinato deve essere miscelato con la materia prima nella giusta rapporto di rimacinato da riutilizzare nel processo di stampaggio a iniezione.