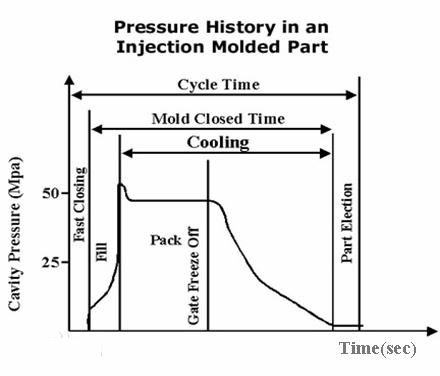
1、Pressão de injeção
A pressão de injeção é fornecida pelo sistema hidráulico do sistema de moldagem por injeção. A pressão do cilindro hidráulico é transferida para o plástico fundido através do parafuso da máquina de moldagem por injeção. O plástico fundido é empurrado pela pressão, e através do bocal da máquina de moldagem por injeção, entra na passagem vertical do molde. E através do portão na cavidade do molde, este processo é o processo de moldagem por injeção, ou chamado de processo de enchimento. A existência de pressão é para superar a resistência no processo de fluxo de fusão, ou inversamente, a resistência no processo de fluxo precisa ser compensada pela pressão da máquina de moldagem por injeção para garantir o bom andamento do processo de enchimento.
No processo de moldagem por injeção, a pressão no bico da máquina de moldagem por injeção é a mais alta para superar a resistência ao fluxo em todo o material fundido. Em seguida, a pressão diminui gradualmente ao longo do comprimento do fluxo para a frente de onda frontal do material fundido.. Se a exaustão dentro da cavidade é boa, a pressão final na extremidade frontal do fundido é a pressão atmosférica.
Existem muitos fatores que influenciam a pressão de enchimento do fundido. Existem três tipos de fatores materiais, como o tipo de plástico, viscosidade e outros fatores estruturais, como tipo, número e posição do sistema de vazamento, forma da cavidade do molde e espessura do produto, etc.3 elementos tecnológicos de moldagem.
2、 Tempo de injeção
O tempo de injeção aqui se refere ao tempo necessário para o plástico derretido preencher a cavidade, excluindo o tempo de abertura e fechamento do molde. Embora o tempo de injeção seja muito curto e tenha pouco efeito no ciclo de conformação, o ajuste do tempo de injeção desempenha um grande papel no controle de pressão do portão, corredor e cavidade. O tempo razoável de injeção é útil para o preenchimento ideal do fundido, e é muito importante melhorar a qualidade da superfície dos produtos e reduzir a tolerância dimensional.
O tempo de injeção é muito menor que o tempo de resfriamento, que é sobre 1 / 10 / 1 / 15 do tempo de resfriamento, que pode ser usado como base para prever todo o tempo de moldagem das peças plásticas. Na análise do fluxo do molde, o tempo de injeção nos resultados da análise é igual ao tempo de injeção definido nas condições tecnológicas somente quando o fundido é completamente acionado pela rotação do parafuso para preencher a cavidade. Se o interruptor de controle de pressão do parafuso ocorrer antes que a cavidade seja preenchida, o resultado da análise será maior do que a configuração das condições do processo.
3、temperatura de injeção
A temperatura de injeção é um fator importante que afeta a pressão de injeção. Há 5 ~ 6 seções de aquecimento no cilindro de moldagem por injeção, e cada material tem sua própria temperatura de processamento apropriada (para detalhes, consulte os dados fornecidos pelo fornecedor do material. A temperatura de injeção deve ser controlada dentro de uma certa faixa. Temperatura muito baixa, plastificação deficiente do fundido, afetam a qualidade das peças conformadas, aumentar a dificuldade do processo; temperatura muito alta, as matérias-primas são fáceis de decompor. No processo de moldagem por injeção real, a temperatura de injeção é geralmente maior que a do cilindro, e o valor mais alto está relacionado com a taxa de injeção e as propriedades do material, e a temperatura máxima é de até 30 ℃. Isso se deve à alta quantidade de calor causada pelo cisalhamento do material fundido através do orifício de alimentação. Existem duas maneiras de compensar essa diferença na análise de fluxo do molde, uma delas é tentar medir a temperatura quando o fundido é injetado no vazio, e a outra é incluir o bico no processo de modelagem.
4、Pressão mantendo pressão e tempo
No final do processo de moldagem por injeção, o parafuso para de girar e só avança. No processo de manter a pressão, os bicos da máquina de moldagem por injeção alimentam continuamente a cavidade para preencher o volume vazio devido ao encolhimento das peças. Se a cavidade for preenchida sem segurar a pressão, a peça encolherá aproximadamente 25%, especialmente porque o encolhimento da nervura é muito grande para formar traços de encolhimento. A pressão de retenção de pressão é geralmente sobre 85% da pressão máxima de enchimento, que obviamente deve ser determinado de acordo com a situação real.
5、Contrapressão
A contrapressão é a pressão que precisa ser superada quando o parafuso inverte e recupera o material. A alta contrapressão é boa para dispersão de cores e fusão de plástico, mas também prolonga o tempo de encolhimento do parafuso, reduz o comprimento da fibra plástica e aumenta a pressão da máquina de moldagem por injeção. Portanto, a contrapressão deve ser menor, geralmente menor que 20 partes da pressão de injeção. espuma de injeção, a contrapressão deve ser maior que a pressão de formação de gás, caso contrário, o parafuso será empurrado para fora do barril. Algumas máquinas de injeção podem programar a contrapressão para compensar o comprimento reduzido do parafuso durante a fusão, que reduz a entrada de calor e reduz a temperatura. Contudo, porque o resultado dessa mudança é difícil de estimar, é difícil ajustar a máquina de acordo.
Sobre JasonMould Industrial Company Limited
Jasonmould é um fabricante de moldes de plástico- molde de injeção, moldes de fundição sob pressão, moldagem por sopro de plástico, moldagem rotacional, médico moldagem por injeção de plástico, dois tiros moldagem por injeção de plástico, inserir moldagem, sobremoldagem, moldagem por injeção de metal, moldagem por micro injeção, moldagem por injeção de pó, moldagem por injeção de cerâmica, moldagem por injeção de líquido, moldagem por injeção husky, molde doméstico, molde de fundição, ferramenta de molde, moldes personalizados, moldes da china, ferramentas de prototipagem rápida, ferramentas de prototipagem de plástico, ferramentas de punção, matriz e ferramentas para peças móveis / celulares, partes automotivas, aspirador de pó, ferramentas recarregáveis, telefones, copiadoras, computadores, alto-falantes multimídia, e muitos outros produtos eletrônicos e eletrodomésticos. E também um fabricante de produtos de plástico- peças plásticas, tanque de água de plástico, bolas de plástico, recipientes de plástico, fivela de plástico, âncora de plástico, cabide de plástico, colher de plástico, encaixe de tubo de plástico, tombo de plástico, talheres de plástico, copos de plastico, garrafas plásticas, bandeja de plastico, recipiente plástico de cosmético, caixa de plástico, recipiente de plástico para comida, cadeiras de plástico, tampas de plástico, tampa de plástico, tubos de plástico, canos de água de plástico, maçanetas de plástico, tubo de plástico, caixas utilitárias de plástico, prateleiras de plástico e assim por diante.
Contato:
Pessoa: James Yuan
Empresa: JasonMould Industrial Company Limited
Adicionar:LongGangVillage,LongXiTown,BoLuoCounty,HuiZhouCity,Província de Guangdong, China
Tel: 86-752-6682869
E-mail: [email protected]
