Djmolding é um profissional empresa de fabricação de injeção plástica.Fabricação de moldagem por injeção de plástico é um moldador de injeção de plástico da china e empresa de fabricação de fonte única para componentes de plástico moldado.
Djmolding tem máquina de injeção x38 de 40Ton a 800Ton equipada com capacidade diária de robô 1.8 toneladas de peças de plástico médias.

Djmolding tem sala de pintura sem poeira 2 linhas - tampografia, impressão em seda e pintura UV.

Djmolding tem usinagem NC (x6) comprar serviço de protótipo rápido (plástico e metal) e produção de várias peças de usinagem de metal.

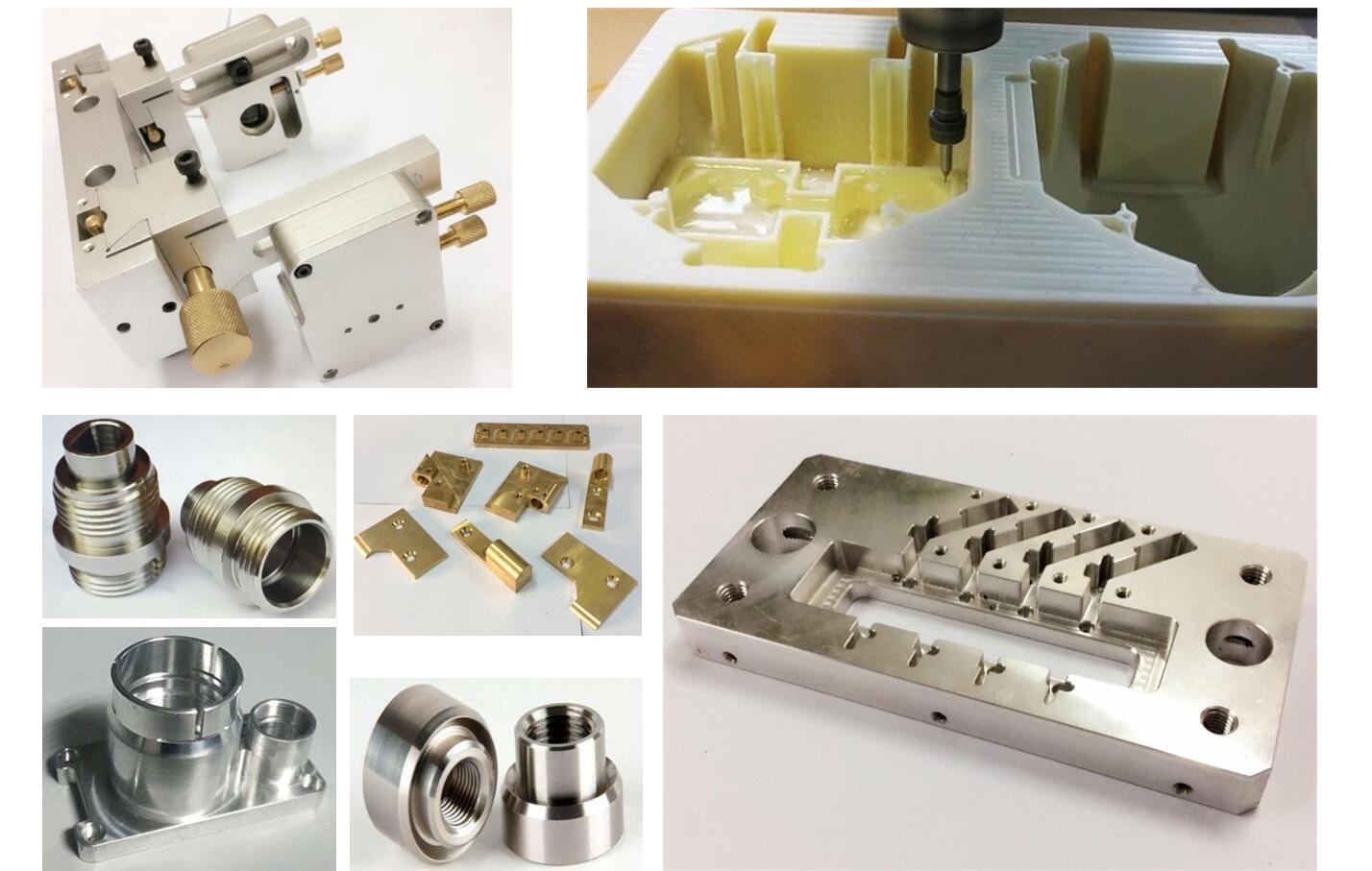
Djmolding peças plásticas de injeção mostrando,Incluindo
Peças de plástico moldadas
Peças moldadas & impresso
Inserir peças moldadas
peças de metal usinadas NC
Protótipos de peças usinadas


 Todos os produtos exibidos são produzidos pela Djmolding moldagem por injeção de plástico.
Todos os produtos exibidos são produzidos pela Djmolding moldagem por injeção de plástico.
A moldagem por injeção é o processo de fabricação mais comumente usado para a fabricação de peças plásticas. Uma grande variedade de produtos são fabricados usando moldagem por injeção, que variam muito em tamanho, complexidade, e aplicação. O processo de moldagem por injeção requer o uso de uma máquina de moldagem por injeção, material plástico cru, e um molde. O plástico é derretido na máquina de moldagem por injeção e depois injetado no molde, onde esfria e solidifica na parte final. As etapas desse processo são descritas com mais detalhes na próxima seção.
A moldagem por injeção é usada para produzir peças plásticas de paredes finas para uma ampla variedade de aplicações, um dos mais comuns sendo caixas de plástico. O invólucro de plástico é um invólucro de paredes finas, muitas vezes exigindo muitos costelas e chefes no interior. Essas caixas são usadas em uma variedade de produtos, incluindo eletrodomésticos, eletrônicos de consumo, ferramentas elétricas, e como painéis automotivos. Outros produtos comuns de paredes finas incluem diferentes tipos de recipientes abertos, como baldes. A moldagem por injeção também é usada para produzir vários itens do dia a dia, como escovas de dentes ou pequenos brinquedos de plástico. Muitos dispositivos médicos, incluindo válvulas e seringas, são fabricados usando moldagem por injeção também.
Ciclo do Processo
O processo ciclo para moldagem por injeção é muito curto, normalmente entre 2 segundos e 2 minutos, e consiste nas quatro etapas seguintes:
- Grampo – Antes da injeção do material no molde, as duas metades do molde devem primeiro ser fechadas com segurança pela unidade de fixação. Cada metade do molde é presa à máquina de moldagem por injeção e uma metade pode deslizar. A unidade de fixação acionada hidraulicamente empurra as metades do molde juntas e exerce força suficiente para manter o molde fechado com segurança enquanto o material é injetado. O tempo necessário para fechar e prender o molde depende da máquina – máquinas maiores (aqueles com maior forças de aperto) vai exigir mais tempo. Este tempo pode ser estimado a partir do tempo de ciclo seco da máquina.
- Injeção – A matéria-prima plástica, geralmente na forma de pellets, é alimentado na máquina de moldagem por injeção, e avançado em direção ao molde pela unidade de injeção. Durante este processo, o material é derretido por calor e pressão. O plástico fundido é então injetado no molde muito rapidamente e o acúmulo de pressão acumula e retém o material. A quantidade de material injetado é chamada de tomada. O tempo de injeção é difícil de calcular com precisão devido ao fluxo complexo e variável do plástico fundido no molde. Contudo, o tempo de injeção pode ser estimado pelo volume do tiro, pressão de injeção, e potência de injeção.
- Resfriamento – O plástico derretido que está dentro do molde começa a esfriar assim que entra em contato com as superfícies internas do molde. Conforme o plástico esfria, ele se solidificará na forma da peça desejada. Contudo, durante o resfriamento alguns encolhimento da peça pode ocorrer. A embalagem do material no estágio de injeção permite que o material adicional flua para o molde e reduza a quantidade de encolhimento visível. O molde não pode ser aberto até que o tempo de resfriamento necessário tenha decorrido. O tempo de resfriamento pode ser estimado a partir de diversas propriedades termodinâmicas do plástico e doespessura máxima da parede da parte.
- Ejeção – Depois de ter passado tempo suficiente, a peça resfriada pode ser ejetada do molde pelo sistema de ejeção, que está preso à metade traseira do molde. Quando o molde é aberto, um mecanismo é usado para empurrar a peça para fora do molde. A força deve ser aplicada para ejetar a peça porque durante o resfriamento a peça encolhe e adere ao molde. Para facilitar a ejeção da peça, um agente desmoldante pode ser pulverizado nas superfícies da cavidade do molde antes da injeção do material. O tempo necessário para abrir o molde e ejetar a peça pode ser estimado a partir do tempo de ciclo seco da máquina e deve incluir tempo para que a peça caia livre do molde. Uma vez que a peça é ejetada, o molde pode ser fechado com grampos para o próximo tomada para ser injetado.
Após o ciclo de moldagem por injeção, alguns pós-processamento normalmente é necessário. Durante o resfriamento, o material nos canais do molde solidificará unido à peça. Este excesso de material, junto com qualquer instantâneo isso ocorreu, deve ser aparado da parte, normalmente usando cortadores. Para alguns tipos de materiais, como termoplásticos, a sucata resultante desse corte pode ser reciclada ao ser colocada em um moedor de plástico, também chamados de máquinas de moagem ou granuladores, que transforma o material de sucata em pellets. Devido a alguma degradação das propriedades do material, o moído deve ser misturado à matéria-prima na taxa de moagem para ser reutilizado no processo de moldagem por injeção.