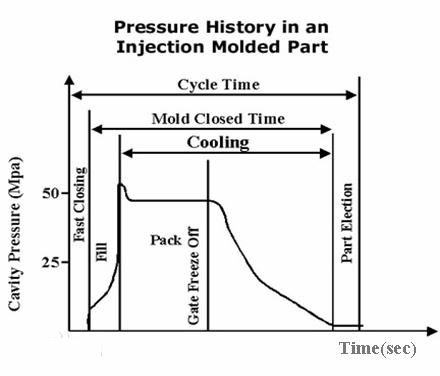
1、Enjeksiyon basıncı
Enjeksiyon basıncı, enjeksiyon kalıplama sisteminin hidrolik sistemi tarafından sağlanır.. Hidrolik silindirin basıncı, enjeksiyon kalıplama makinesinin vidası vasıtasıyla plastik eriyiğe aktarılır.. Plastik eriyik basınçla itilir, ve enjeksiyon kalıplama makinesinin ağzından, kalıbın dikey geçişine girer. Ve kapıdan kalıp boşluğuna, bu işlem enjeksiyon kalıplama işlemidir, veya doldurma işlemi denir. Basıncın varlığı, eriyik akış sürecindeki direncin üstesinden gelmek içindir., veya tersine, Doldurma işleminin sorunsuz ilerlemesini sağlamak için akış işlemindeki direncin enjeksiyon kalıplama makinesinin basıncıyla dengelenmesi gerekir..
Enjeksiyon kalıplama işleminde, enjeksiyon kalıplama makinesinin memesindeki basınç, tüm eriyik içindeki akış direncinin üstesinden gelmek için en yüksek basınçtır.. Daha sonra basınç, akış uzunluğu boyunca eriyiğin ön dalga cephesine doğru kademeli olarak azalır.. Boşluk içindeki egzoz iyi ise, eriyiğin ön ucundaki son basınç atmosferik basınçtır.
Eriyik dolum basıncını etkileyen birçok faktör vardır.. Üç çeşit maddi faktör vardır., plastik türü gibi, viskozite ve diğer yapısal faktörler, tip gibi, dökme sisteminin sayısı ve konumu, kalıp boşluğu şekli ve ürünün kalınlığı, vb.3 kalıplamanın teknolojik unsurları.
2、 Enjeksiyon süresi
Buradaki enjeksiyon süresi, plastik eriyiğin boşluğu doldurması için gereken süreyi ifade eder., Kalıbın açılma ve kapanma süresi hariç. Enjeksiyon süresi çok kısa olmasına ve şekillendirme döngüsü üzerinde çok az etkisi olmasına rağmen, enjeksiyon süresinin ayarlanması, kapının basınç kontrolünde büyük rol oynar, koşucu ve boşluk. Makul enjeksiyon süresi, eriyiğin ideal şekilde doldurulmasına yardımcı olur, ve ürünlerin yüzey kalitesini iyileştirmek ve boyutsal toleransı azaltmak çok önemlidir..
Enjeksiyon süresi soğutma süresinden çok daha düşüktür, hangisi hakkında 1 / 10 / 1 / 15 soğutma süresinin, plastik parçaların tüm kalıplama süresini tahmin etmek için temel olarak kullanılabilir. Kalıp akışının analizinde, Analiz sonuçlarındaki enjeksiyon süresi, yalnızca eriyik boşluğu doldurmak için vida dönüşü ile tamamen tahrik edildiğinde teknolojik koşullarda ayarlanan enjeksiyon süresine eşittir.. Boşluk doldurulmadan önce vidalı basınç kontrol anahtarı oluşursa, analizin sonucu, süreç koşullarının ayarlanmasından daha büyük olacaktır.
3、enjeksiyon sıcaklığı
Enjeksiyon sıcaklığı, enjeksiyon basıncını etkileyen önemli bir faktördür.. Var 5 ~ 6 enjeksiyon kalıplama silindirindeki ısıtma bölümleri, ve her malzemenin kendi uygun işleme sıcaklığı vardır (detaylar için, lütfen malzeme tedarikçisi tarafından sağlanan verilere bakın. Enjeksiyon sıcaklığı belirli bir aralıkta kontrol edilmelidir. Çok düşük sıcaklık, eriyiğin zayıf plastikleşmesi, şekillendirme parçalarının kalitesini etkiler, süreç zorluğunu artırmak; çok yüksek sıcaklık, hammaddelerin ayrıştırılması kolaydır. Gerçek enjeksiyon kalıplama işleminde, enjeksiyon sıcaklığı genellikle silindirinkinden daha yüksektir, ve daha yüksek değer, enjeksiyon hızı ve malzemenin özellikleri ile ilgilidir., ve maksimum sıcaklık 30 ℃. Bunun nedeni, besleme deliğinden eriyiğin kesilmesinin neden olduğu yüksek ısı miktarıdır.. Kalıp akış analizinde bu farkı telafi etmenin iki yolu vardır., biri, eriyik boşluğa enjekte edildiğinde sıcaklığı ölçmeye çalışmaktır., diğeri ise nozülü modelleme sürecine dahil etmektir..
4、Basınç tutma basıncı ve süresi
Enjeksiyon kalıplama işleminin sonunda, vida dönmeyi durdurur ve sadece ileri doğru hareket eder. Basınç tutma sürecinde, Enjeksiyon kalıplama makinesinin memeleri, parçaların büzülmesinden dolayı boş hacmi doldurmak için sürekli olarak boşluğa beslenir.. Basınç tutmadan boşluk doldurulursa, kısım küçülecek 25%, özellikle nervürün büzülmesi, büzülme izi oluşturamayacak kadar büyük olduğu için. Basınç tutma basıncı genellikle yaklaşık 85% maksimum doldurma basıncının, tabii ki fiili duruma göre belirlenmeli.
5、Geri basınç
Geri basınç, vida geri döndüğünde ve malzemeyi kurtardığında üstesinden gelinmesi gereken basınçtır.. Yüksek geri basınç, renk dağılımı ve plastik eritme için iyidir, ama aynı zamanda vida büzülme süresini de uzatır, plastik elyafın uzunluğunu azaltır ve enjeksiyon kalıplama makinesinin basıncını arttırır. Öyleyse, karşı basınç daha düşük olmalıdır, genellikle daha az 20 enjeksiyon basıncının parçaları. enjeksiyon köpüğü, karşı basınç, gaz oluşum basıncından daha yüksek olmalıdır, aksi takdirde vida namludan dışarı itilecektir.. Bazı enjeksiyon makineleri, eritme sırasında azaltılmış vida uzunluğunu telafi etmek için geri basıncı programlayabilir, ısı girişini azaltır ve sıcaklığı düşürür. Yine de, çünkü bu değişikliğin sonucunu tahmin etmek zor, makineyi buna göre ayarlamak zor.
JasonMould Industrial Company Limited Hakkında
Jasonmould, plastik kalıp üreticisidir.- enjeksiyon kalıbı, döküm kalıpları, plastik şişirme, rotasyonel kalıplama, tıbbi plastik enjeksiyon kalıplama, iki atış plastik enjeksiyon kalıplama, ekleme kalıplama, aşırı kalıplama, metal enjeksiyon kalıplama, mikro enjeksiyon kalıplama, toz enjeksiyon kalıplama, seramik enjeksiyon kalıplama, sıvı enjeksiyon kalıplama, husky enjeksiyon kalıplama, ev kalıp, döküm kalıbı, kalıp aracı, özel kalıplar, Çin kalıpları, hızlı prototipleme araçları, plastik prototipleme araçları, zımba pres takımı, cep telefonu/cep telefonu parçaları için kalıp ve takımlar, Otomotiv parçaları, elektrikli süpürgeler, şarj edilebilir aletler, telefonlar, fotokopi makineleri, bilgisayarlar, multimedya hoparlörler, ve diğer birçok elektronik ürün ve ev aletleri. Ve ayrıca bir plastik ürün üreticisi- plastik parçalar, plastik su deposu, plastik toplar, plastik konteynırlar, plastik toka, plastik çapa, plastik askı, plastik kaşık, plastik boru bağlantı parçası, plastik takla, plastik sofra takımı, plastik kaplar, plastik şişeler, plastik tepsi, plastik kozmetik konteyner, plastik kasa, plastik yemek kabı, plastik sandalyeler, plastik kapaklar, plastik kapak kapatma, plastik borular, plastik su boruları, plastik düğmeler, plastik boru, plastik yardımcı kutular, plastik raflar ve benzeri.
İletişim:
Kişi: James Yuan
şirket: JasonMould Sanayi Limited Şirketi
Ekle:Su besleme borusu,Su besleme borusu,Su besleme borusu,Su besleme borusu,Guangdong Eyaleti, Çin
telefon: 86-752-6682869
E-posta: [email protected]
