Djmolding bir profesyoneldir plastik enjeksiyon imalat şirketi.Plastik enjeksiyon kalıplama üretimi, bir Çin plastik enjeksiyon kalıplama makinesi ve kalıplanmış plastik bileşenler için tek kaynaklı üretim şirketidir..
Djmolding, robot günlük kapasitesi ile donatılmış x38 aralığı 40Ton ila 800Ton arasında enjeksiyon makinesine sahiptir. 1.8 ton plastik parçalar ortalama.

Djmolding tozsuz boyama odasına sahiptir 2 çizgiler – tampon baskı, ipek baskı ve UV boyama.

Djmolding NC işlemeye sahiptir (x6) hızlı prototip hizmeti için alışveriş yapın (plastik ve metal) ve çeşitli metal işleme parçalarının üretimi.

Djmolding enjeksiyon plastik parçaları gösteriliyor,dahil olmak üzere
Kalıplanmış plastik parçalar
Kalıplanmış parçalar & basılı
Kalıplanmış parçaları yerleştirin
NC ile işlenmiş metal parçalar
İşlenmiş prototip parçalar


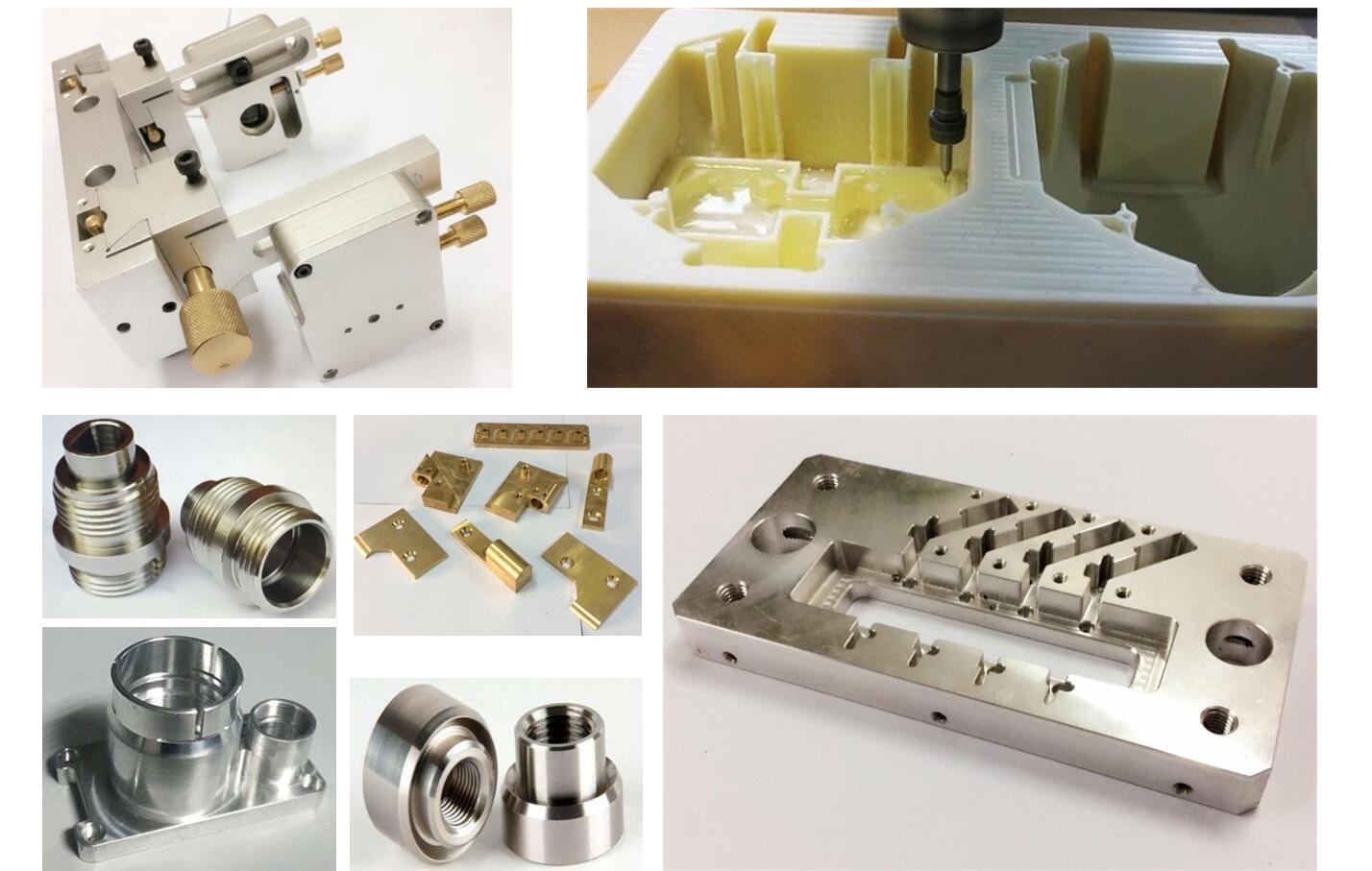 Gösterilen tüm ürünler Djmolding tarafından üretilmektedir. plastik enjeksiyon kalıplama.
Gösterilen tüm ürünler Djmolding tarafından üretilmektedir. plastik enjeksiyon kalıplama.
Enjeksiyon kalıplama, plastik parçaların imalatı için en yaygın olarak kullanılan üretim sürecidir.. Enjeksiyon kalıplama kullanılarak çok çeşitli ürünler üretilmektedir., büyüklüklerine göre büyük farklılıklar gösteren, karmaşıklık, ve uygulama. Enjeksiyon kalıplama işlemi, bir enjeksiyon kalıplama makinesinin kullanılmasını gerektirir., ham plastik malzeme, ve bir kalıp. Plastik, enjeksiyon kalıplama makinesinde eritilir ve daha sonra kalıba enjekte edilir., soğuduğu ve son kısma katılaştığı yer. Bu süreçteki adımlar bir sonraki bölümde daha ayrıntılı olarak açıklanmaktadır..
Enjeksiyon kalıplama, çok çeşitli uygulamalar için ince duvarlı plastik parçalar üretmek için kullanılır., en yaygın olanlardan biri plastik muhafazalar. Plastik muhafaza, ince duvarlı bir muhafazadır, çoğu zaman çok şey gerektirir pirzola ve patronlar iç kısımda. Bu muhafazalar, ev aletleri de dahil olmak üzere çeşitli ürünlerde kullanılmaktadır., tüketici elektroniği, elektrikli aletler, ve otomotiv panoları olarak. Diğer yaygın ince duvarlı ürünler arasında farklı tipte açık kaplar bulunur., kovalar gibi. Enjeksiyon kalıplama, diş fırçaları veya küçük plastik oyuncaklar gibi birkaç günlük ürünün üretiminde de kullanılır.. Birçok tıbbi cihaz, valfler ve şırıngalar dahil, enjeksiyon kalıplama kullanılarak da üretilmektedir.
Süreç Döngüsü
Süreç Çevrim enjeksiyon kalıplama için çok kısa, tipik olarak arasında 2 saniye ve 2 dakika, ve aşağıdaki dört aşamadan oluşur:
- sıkma – Malzemenin kalıba enjeksiyonundan önce, Kalıbın iki yarısı önce sıkıştırma ünitesi tarafından güvenli bir şekilde kapatılmalıdır.. Kalıbın her bir yarısı enjeksiyon kalıplama makinesine takılır ve bir yarısının kaymasına izin verilir.. Hidrolik olarak çalıştırılan kenetleme ünitesi, kalıp yarımlarını birlikte iter ve malzeme enjekte edilirken kalıbı güvenli bir şekilde kapalı tutmak için yeterli kuvvet uygular.. Kalıbı kapatmak ve sıkıştırmak için gereken süre makineye bağlıdır. – daha büyük makineler (daha büyük olanlar sıkıştırma kuvvetleri) daha fazla zaman gerektirecek. Bu süre tahmin edilebilir kuru çevrim süresi makinenin.
- Enjeksiyon – ham plastik malzeme, genellikle pelet şeklinde, enjeksiyon kalıplama makinesine beslenir, ve enjeksiyon ünitesi tarafından kalıba doğru ilerletilir. Bu süreçte, malzeme ısı ve basınçla eritilir. Erimiş plastik daha sonra kalıba çok hızlı bir şekilde enjekte edilir ve basınç paketleri oluşur ve malzemeyi tutar.. Enjekte edilen malzeme miktarı olarak adlandırılır. atış. Erimiş plastiğin kalıba karmaşık ve değişen akışı nedeniyle enjeksiyon süresinin doğru bir şekilde hesaplanması zordur.. Yine de, enjeksiyon süresi, atış hacmi ile tahmin edilebilir, Enjeksiyon basıncı, ve enjeksiyon gücü.
- Soğutma – Kalıbın içinde bulunan erimiş plastik, kalıp iç yüzeylerine temas eder etmez soğumaya başlar.. Plastik soğudukça, istenen parçanın şekline katılaşacaktır. Yine de, soğutma sırasında bazı büzülme parça oluşabilir. Enjeksiyon aşamasında malzemenin paketlenmesi, ilave malzemenin kalıba akmasına izin verir ve görünür büzülme miktarını azaltır. Gerekli soğuma süresi geçene kadar kalıp açılamaz.. Soğutma süresi, plastiğin çeşitli termodinamik özelliklerinden tahmin edilebilir vemaksimum duvar kalınlığı parçanın.
- fırlatma – Yeterli süre geçtikten sonra, Soğuyan parça, püskürtme sistemi ile kalıptan dışarı atılabilir., Kalıbın arka yarısına takılı olan. Kalıp açıldığında, parçayı kalıptan dışarı itmek için bir mekanizma kullanılır. Parçayı çıkarmak için kuvvet uygulanmalıdır çünkü soğutma sırasında parça küçülür ve kalıba yapışır. Parçanın çıkarılmasını kolaylaştırmak için, Malzemenin enjeksiyonundan önce kalıp boşluğunun yüzeylerine bir kalıp ayırıcı madde püskürtülebilir. Kalıbın açılması ve parçanın çıkarılması için gereken süre, kuru çevrim süresi ve parçanın kalıptan çıkması için gereken süreyi içermelidir.. Parça çıkarıldıktan sonra, kalıp bir sonraki için sıkıştırılabilir atış enjekte edilecek.
Enjeksiyon kalıplama döngüsünden sonra, bazı rötuş tipik olarak gereklidir. soğutma sırasında, kalıbın kanallarındaki malzeme parçaya yapışarak katılaşacaktır.. Bu fazla malzeme, herhangi biriyle birlikte flaş meydana gelen, parçadan kesilmelidir, tipik olarak kesiciler kullanarak. Bazı malzeme türleri için, termoplastikler gibi, Bu kırpmadan kaynaklanan hurda malzeme, plastik bir öğütücüye yerleştirilerek geri dönüştürülebilir., ayrıca yeniden öğütme makineleri veya granülatörler olarak da adlandırılır, hurda malzemeyi pelet haline getiren. Malzeme özelliklerinin bir miktar bozulması nedeniyle, yeniden öğütme, uygun şekilde hammadde ile karıştırılmalıdır. yeniden öğütme oranı enjeksiyon kalıplama işleminde yeniden kullanılmak üzere.