1. Boşlukların sayısını ve düzenini belirleyin
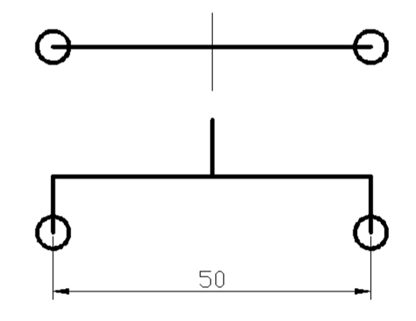
Genel olarak , yüksek hassasiyet gereksinimleri olan küçük plastik parçalar ve orta ve büyük plastik parçalar, bir kalıp ve bir boşluk yapısını benimsemek için tercih edilir; düşük hassasiyet gereksinimleri olan küçük plastik parçalar için (eşleşen hassasiyet gereksinimleri yok; basit şekil ve seri üretim, Çok boşluklu kalıp kabul edilirse, benzersiz üstün koşullar sağlayabilir ve üretim verimliliğini büyük ölçüde artırabilir. The number of cavities can be determined according to the size of the model. The plastic part requires higher precision, which is a high precision plastic part, and then depends on the size of the plastic part. Die structure with one-mode and two-type. The arrangement of the cavity is as shown in the following figure.
2. Determination of mould structure
1. Multi-cavity single parting surface mould: small plastic parts with low appearance quality and general dimensional precision can be used.
2.Multi-cavity and multi-parting surface mould: small plastic parts with high appearance quality and general dimensional precision can be used in this structure. The plastic parts require high appearance quality and are small plastic parts with high dimensional precision. Öyleyse, the design of multi-cavity and single-parting surface can be adopted. From the plastic parts, it is easy to see the parting surface position of the mould, the setting of the breakout mechanism and the position of the gate. The parting surface is the vertical parting surface of the single parting surface.
The most commonly used gate forms are as follows:
The first is the side gate. This type of gate is familiar to the workers of the injection process and is more convenient to process in manufacture, but the disadvantage is that the runner flow is long and the heat loss is high, so it is easy to produce obvious marks of binder. If it is to be improved, The size of the sprue needs to be increased, but then the return of the sprue portion increases. ikinci olarak, the inlet portion of the plastic needs to be deburred, which increases the working hours of deburring and damages the beauty of the surrounding area. The second is the point gate. When the plastic is injected, At the point gate, a part of the kinetic energy is converted into heat energy at the high speed injection cavity, so the heat loss of the plastic in rendezvous is less than that of the side gate, so the fusion is better at the rendezvous. The weld mark is not obvious. Its disadvantage is that the front of the plastic part will leave a mark of the burning mouth, which will affect the beauty of the plastic part, and the cavity must be moved in order to remove the gate material of the point gate. Because of the heavy weight of the cavity, Öyleyse, it is not convenient to move. The third is to integrate the advantages and disadvantages of the above two gate forms and adopt the shear gate. Because the side wall of the plastic part is far from the transverse gate, it is very difficult to realize the material feed directly on the side wall, so a new process support gate has been added. This kind of gate form has the following main advantages: ilk, there is no gate trace on the surface of the plastic part, and there is no obvious weld mark on the outside surface. So the appearance quality is better. İkinci, the position and quantity of the gate can be increased by the quality of the plastic parts. It is convenient to modify the mold by reducing or changing the position of the gate. Üçüncü, while the plastic parts are ejected, the gate is cut and cut off. According to the principle that plastic flow is consistent as far as possible, two shear gates are set up in order to cut off the sprue, and the technological auxiliary gate can be removed by hand.
İletişim:
Kişi: James Yuan
şirket: JasonMould Sanayi Limited Şirketi
Ekle: Uzun Çete Köyü,LongXi Kasabası,BoLuo İlçe,HuiZhou Şehri,Guangdong Eyaleti, Çin
telefon: 86-752-6682869
E-posta: [email protected]
