Djmolding ist ein Profi Herstellungsunternehmen für Kunststoffspritzguss.Die Kunststoffspritzgussfertigung ist ein chinesischer Kunststoffspritzgusshersteller und ein Produktionsunternehmen für geformte Kunststoffkomponenten aus einer Hand.
Djmolding hat eine Spritzgießmaschine x38 im Bereich von 40 bis 800 Tonnen, die mit einer täglichen Roboterkapazität ausgestattet ist 1.8 Tonnen Kunststoffteile.

Djmolding hat einen staubfreien Lackierraum 2 Linien – Tampondruck, Siebdruck und UV-Malerei.

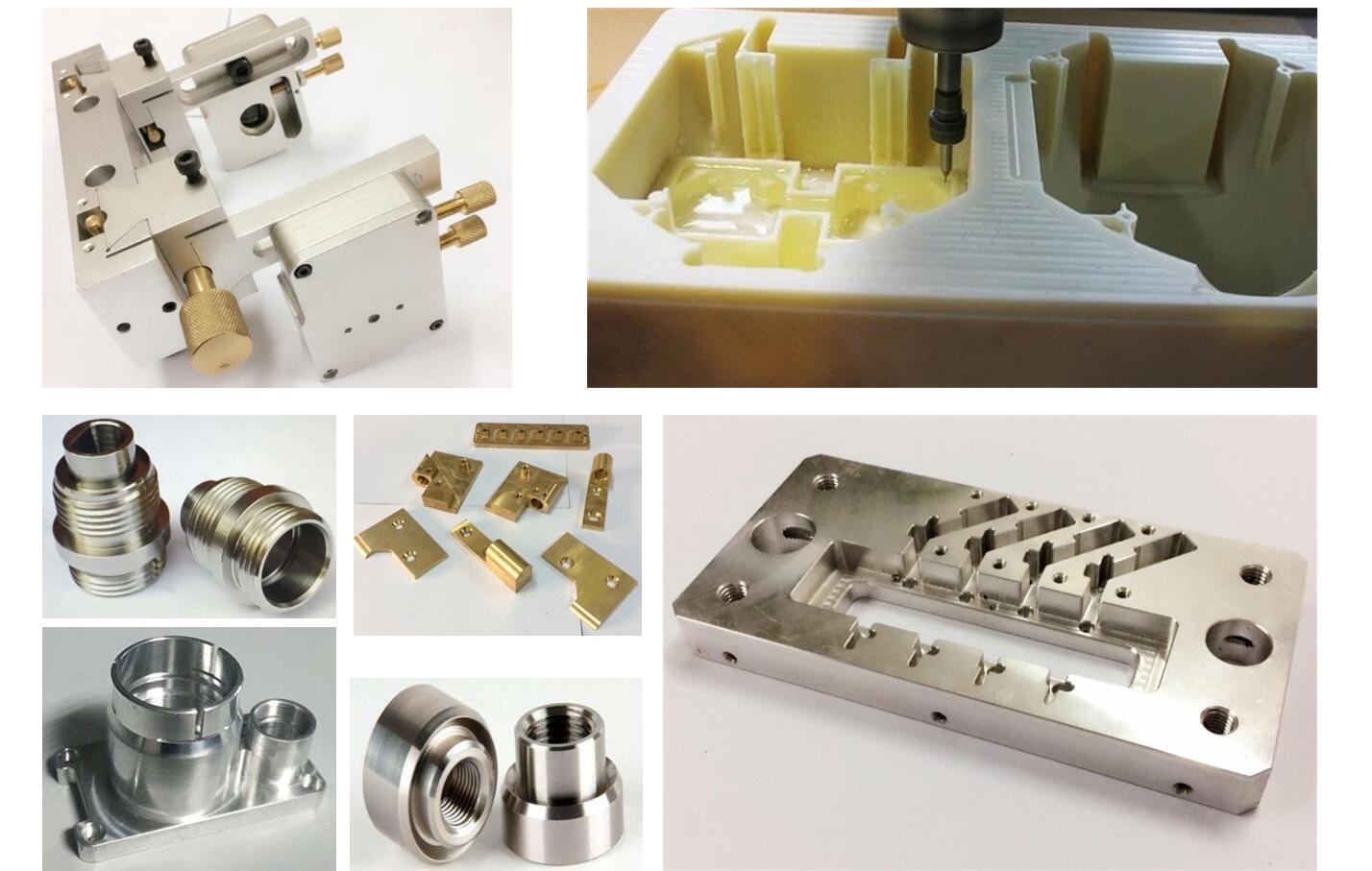
Djmolding hat NC-Bearbeitung (x6) Shop für schnellen Prototypenservice (Kunststoff und Metall) und Herstellung verschiedener Metallbearbeitungsteile.

Djmolding Spritzgussteile aus Kunststoff zeigen,einschließlich
Formteile aus Kunststoff
Formteile & gedruckt
Formteile einsetzen
NC-bearbeitete Metallteile
Bearbeitete Prototypenteile


 Alle gezeigten Produkte werden von Djmolding hergestellt Kunststoff-Spritzguss.
Alle gezeigten Produkte werden von Djmolding hergestellt Kunststoff-Spritzguss.
Spritzguss ist das am häufigsten verwendete Herstellungsverfahren zur Herstellung von Kunststoffteilen. Im Spritzgussverfahren werden verschiedenste Produkte hergestellt, die sich stark in ihrer Größe unterscheiden, Komplexität, und Bewerbung. Der Spritzgussprozess erfordert den Einsatz einer Spritzgussmaschine, rohes Plastikmaterial, und eine Form. Der Kunststoff wird in der Spritzgussmaschine aufgeschmolzen und anschließend in die Form gespritzt, wo es abkühlt und zum letzten Teil erstarrt. Die Schritte in diesem Prozess werden im nächsten Abschnitt genauer beschrieben.
Im Spritzguss werden dünnwandige Kunststoffteile für unterschiedlichste Anwendungen hergestellt, eines der häufigsten sind Kunststoffgehäuse. Kunststoffgehäuse ist ein dünnwandiges Gehäuse, erfordert oft viele Rippen und Chefs im Innenraum. Diese Gehäuse werden in einer Vielzahl von Produkten verwendet, einschließlich Haushaltsgeräten, Unterhaltungselektronik, Elektrowerkzeuge, und als Automobil-Dashboards. Andere gängige dünnwandige Produkte sind verschiedene Arten von offenen Behältern, wie Eimer. Spritzguss wird auch verwendet, um verschiedene Alltagsgegenstände wie Zahnbürsten oder kleine Plastikspielzeuge herzustellen. Viele medizinische Geräte, inklusive Ventile und Spritzen, werden ebenfalls im Spritzgussverfahren hergestellt.
Prozesszyklus
Der Prozess Kreislauf für Spritzguss ist sehr kurz, normalerweise zwischen 2 Sekunden und 2 Protokoll, und besteht aus den folgenden vier Stufen:
- Klemmung – Vor dem Einspritzen des Materials in die Form, die beiden Werkzeughälften müssen zuerst durch die Schließeinheit sicher verschlossen werden. Jede Hälfte der Form wird an der Spritzgießmaschine befestigt und eine Hälfte darf gleiten. Die hydraulisch angetriebene Schließeinheit drückt die Werkzeughälften zusammen und übt genügend Kraft aus, um das Werkzeug während des Einspritzens des Materials sicher geschlossen zu halten. Die benötigte Zeit zum Schließen und Spannen der Form ist maschinenabhängig – größere Maschinen (die mit größerem Spannkräfte) wird mehr zeit brauchen. Diese Zeit kann geschätzt werden aus dem Trockenzykluszeit der Maschine.
- Injektion – Das rohe Plastikmaterial, meist in Form von Pellets, wird der Spritzgießmaschine zugeführt, und von der Spritzeinheit zum Werkzeug vorgeschoben. Während dieses Prozesses, das Material wird durch Hitze und Druck geschmolzen. Der geschmolzene Kunststoff wird dann sehr schnell in die Form eingespritzt und der Druckaufbau dichtet und hält das Material. Die eingespritzte Materialmenge wird als bezeichnet Schuss. Die Einspritzzeit ist aufgrund des komplexen und wechselnden Flusses der Kunststoffschmelze in das Werkzeug schwer genau zu berechnen. jedoch, die Einspritzzeit kann anhand des Schussvolumens abgeschätzt werden, Einspritzdruck, und Einspritzleistung.
- Kühlung – Der geschmolzene Kunststoff im Werkzeug beginnt sich abzukühlen, sobald er die inneren Werkzeugoberflächen berührt. Wenn der Kunststoff abkühlt, es verfestigt sich in die Form des gewünschten Teils. jedoch, beim Abkühlen etwas Schwindung des Teils auftreten können. Die Materialpackung in der Einspritzphase lässt zusätzliches Material in die Form fließen und reduziert die sichtbare Schrumpfung. Die Form kann erst nach Ablauf der erforderlichen Abkühlzeit geöffnet werden. Die Abkühlzeit lässt sich aus mehreren thermodynamischen Eigenschaften des Kunststoffs und dermaximale Wandstärke des Teils.
- Auswurf – Nachdem genügend Zeit vergangen ist, das abgekühlte Teil kann durch das Auswurfsystem aus der Form ausgeworfen werden, die an der hinteren Hälfte der Form befestigt wird. Wenn die Form geöffnet wird, ein Mechanismus wird verwendet, um das Teil aus der Form zu drücken. Zum Auswerfen des Teils muss Kraft aufgewendet werden, da das Teil beim Abkühlen schrumpft und an der Form haftet. Um das Auswerfen des Teils zu erleichtern, ein Formtrennmittel kann vor dem Einspritzen des Materials auf die Oberflächen der Formkavität gesprüht werden. Die Zeit, die benötigt wird, um die Form zu öffnen und das Teil auszuwerfen, kann aus den Trockenzykluszeit der Maschine und sollte Zeit beinhalten, bis das Teil aus der Form fällt. Sobald das Teil ausgeworfen ist, die Form kann für die nächste geschlossen werden Schuss injiziert werden.
Nach dem Spritzgusszyklus, etwas Nachbearbeitung ist in der Regel erforderlich. Während des Abkühlens, das Material in den Kanälen der Form verfestigt sich am Teil. Dieses überschüssige Material, zusammen mit irgendwelchen Blitz das ist passiert, muss aus dem Teil getrimmt werden, typischerweise mit Cutter. Für einige Materialarten, wie Thermoplaste, Der bei diesem Schnitt anfallende Abfall kann recycelt werden, indem er in eine Kunststoffmühle gegeben wird, auch Mahlmaschinen oder Granulatoren genannt, die das Schrottmaterial zu Pellets zermahlt. Aufgrund einer gewissen Verschlechterung der Materialeigenschaften, das Mahlgut muss richtig mit dem Rohstoff vermischt werden Mahlgutverhältnis zur Wiederverwendung im Spritzgussverfahren.