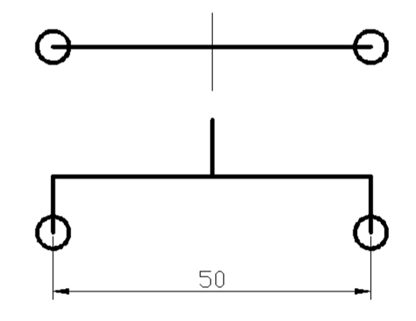
1. Bestimmen Sie die Anzahl der Kavitäten und deren Anordnung
Allgemein , kleine Kunststoffteile mit hohen Präzisionsanforderungen sowie mittlere und große Kunststoffteile werden bevorzugt, um die Struktur einer Form und einer Kavität zu übernehmen; für kleine Kunststoffteile mit geringen Präzisionsanforderungen (keine entsprechenden Präzisionsanforderungen) einfache Form und Massenproduktion, Wenn die Form mit mehreren Hohlräumen angenommen wird, Es kann einzigartige überlegene Bedingungen bieten und die Produktionseffizienz erheblich verbessern. Die Anzahl der Kavitäten kann je nach Größe des Modells bestimmt werden. Das Kunststoffteil erfordert eine höhere Präzision, Das ist ein hochpräzises Kunststoffteil, und hängt dann von der Größe des Kunststoffteils ab. Die Struktur mit One-Mode und Two-Type. Die Anordnung der Kavität ist wie in der folgenden Abbildung dargestellt.
2. Bestimmung der Formstruktur
1. Form mit mehreren Kavitäten mit einer einzigen Trennfläche: kleine Kunststoffteile mit geringer Aussehensqualität und allgemeiner Maßgenauigkeit können verwendet werden.
2.Form mit mehreren Kavitäten und mehrteiliger Oberfläche: In dieser Struktur können kleine Kunststoffteile mit hoher Erscheinungsqualität und allgemeiner Maßgenauigkeit verwendet werden. Die Kunststoffteile erfordern eine hohe optische Qualität und sind kleine Kunststoffteile mit hoher Maßgenauigkeit. Deshalb, Das Design von Multi-Cavity- und Single-Trennflächen kann übernommen werden. Von den Plastikteilen, Die Position der Trennfläche der Form ist leicht zu erkennen, die Einstellung des Breakout-Mechanismus und die Position des Gates. Die Trennfläche ist die vertikale Trennfläche der einzelnen Trennfläche.
Die am häufigsten verwendeten Gate-Formen sind wie folgt:
Das erste ist das Seitentor. Diese Art von Anguss ist den Arbeitern des Spritzgussverfahrens vertraut und ist bequemer in der Herstellung zu verarbeiten, Der Nachteil ist jedoch, dass der Laufkanal lang und der Wärmeverlust hoch ist, so ist es einfach, deutliche Bindemittelspuren zu erzeugen. Wenn es verbessert werden soll, Der Anguss muss vergrößert werden, dann steigt aber der Rücklauf des Angussanteils. Zweitens, Der Einlassbereich des Kunststoffs muss entgratet werden, was die Arbeitszeit des Entgratens verlängert und die Schönheit der Umgebung beeinträchtigt. Das zweite ist das Punkttor. Wenn der Kunststoff eingespritzt wird, Am Punkttor, Ein Teil der kinetischen Energie wird an der Hochgeschwindigkeits-Einspritzkavität in Wärmeenergie umgewandelt, Der Wärmeverlust des Kunststoffs beim Rendezvous ist also geringer als der des Seitengitters, also ist die Verschmelzung beim Rendezvous besser. Die Schweißnaht ist nicht offensichtlich. Sein Nachteil ist, dass die Vorderseite des Kunststoffteils eine Spur des brennenden Mundes hinterlässt, was die Schönheit des Kunststoffteils beeinträchtigt, und der Hohlraum muss bewegt werden, um das Anschnittmaterial des Punktangusses zu entfernen. Wegen des hohen Gewichts des Hohlraums, Deshalb, es ist nicht bequem, sich zu bewegen. Die dritte besteht darin, die Vor- und Nachteile der beiden obigen Torformen zu integrieren und das Schertor zu übernehmen. Denn die Seitenwand des Kunststoffteils ist weit vom Queranguss entfernt, es ist sehr schwierig, die Materialzuführung direkt an der Seitenwand zu realisieren, daher wurde ein neues Process Support Gate hinzugefügt. Diese Art von Torform hat die folgenden Hauptvorteile: Erste, es gibt keine Angussspur auf der Oberfläche des Kunststoffteils, und es gibt keine offensichtliche Schweißnaht auf der Außenfläche. So ist die Erscheinungsqualität besser. Zweite, Position und Anzahl der Anschnitte können durch die Qualität der Kunststoffteile erhöht werden. Es ist bequem, die Form zu modifizieren, indem die Position des Angusses reduziert oder geändert wird. Dritter, während die Kunststoffteile ausgeworfen werden, das Tor wird geschnitten und abgeschnitten. Nach dem Prinzip, dass der plastische Fluss möglichst konstant ist, Zum Abtrennen des Angusses werden zwei Scherentore aufgestellt, und der technologische Hilfsschieber kann von Hand entfernt werden.
Kontakt:
Person: James Yuan
Unternehmen: JasonMould Industrial Company Limited
Hinzufügen: LongGang-Dorf,LongXi-Stadt,Bezirk BoLuo,Stadt HuiZhou,Provinz Guangdong, China
Tel: 86-752-6682869
Email: [email protected]
Seite? ˅:https://www.jasonmolding.com
