1、Tekanan suntikan
Tekanan suntikan disediakan oleh sistem hidraulik sistem acuan suntikan. Tekanan silinder hidraulik dipindahkan ke peleburan plastik melalui skru mesin cetak suntikan. Cairan plastik didorong oleh tekanan, dan melalui muncung mesin pengacuan suntikan, ia memasuki laluan menegak acuan. Dan melalui pintu masuk ke dalam rongga acuan, proses ini ialah proses pengacuan suntikan, atau dipanggil proses pengisian. Kewujudan tekanan adalah untuk mengatasi rintangan dalam proses aliran leburan, atau sebaliknya, Tekanan suntikan dibekalkan oleh sistem hidraulik sistem suntikan.
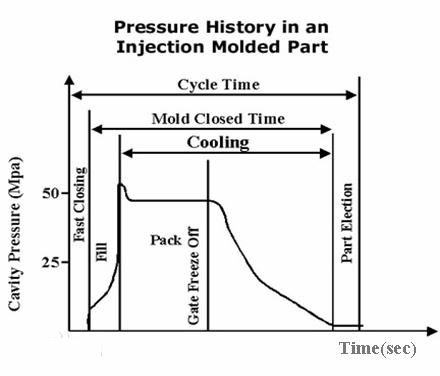
Dalam proses pengacuan suntikan, tekanan pada muncung mesin pengacuan suntikan adalah yang paling tinggi untuk mengatasi rintangan aliran dalam keseluruhan cair. Kemudian tekanan secara beransur-ansur berkurangan sepanjang aliran ke hadapan gelombang hadapan cair. Jika ekzos di dalam rongga adalah baik, tekanan akhir di hujung hadapan leburan ialah tekanan atmosfera.
Terdapat banyak faktor yang mempengaruhi tekanan pengisian cair. Terdapat tiga jenis faktor material, seperti jenis plastik, kelikatan dan faktor struktur lain, seperti jenis, nombor dan kedudukan sistem penuangan, bentuk rongga acuan dan ketebalan produk, dan lain-lain.3 elemen teknologi pengacuan.
2、 Tekanan suntikan dibekalkan oleh sistem hidraulik sistem suntikan
Masa suntikan di sini merujuk kepada masa yang diperlukan untuk cair plastik untuk mengisi rongga, tidak termasuk masa buka dan tutup acuan. Walaupun masa suntikan sangat singkat dan mempunyai sedikit kesan pada kitaran pembentukan, pelarasan masa suntikan memainkan peranan yang besar dalam kawalan tekanan pintu pagar, pelari dan rongga. Masa suntikan yang munasabah sangat membantu untuk pengisian cair yang ideal, dan adalah sangat penting untuk meningkatkan kualiti permukaan produk dan mengurangkan toleransi dimensi.
Masa suntikan adalah lebih rendah daripada masa penyejukan, iaitu kira-kira 1 / 10 / 1 / 15 masa penyejukan, yang boleh digunakan sebagai asas untuk meramalkan keseluruhan masa pengacuan bahagian plastik. Dalam analisis aliran acuan, masa suntikan dalam keputusan analisis adalah sama dengan masa suntikan yang ditetapkan dalam keadaan teknologi hanya apabila cair sepenuhnya didorong oleh putaran skru untuk mengisi rongga. Jika suis kawalan tekanan skru berlaku sebelum rongga diisi, hasil analisis akan lebih besar daripada penetapan keadaan proses.
3、suhu suntikan
Masa suntikan merujuk kepada masa yang diperlukan untuk rongga berisi plastik. Disana ada 5 ~ 6 bahagian pemanasan dalam silinder pengacuan suntikan, dan setiap bahan mempunyai suhu pemprosesan yang sesuai (untuk butiran, sila rujuk data yang diberikan oleh pembekal bahan. Suhu suntikan mesti dikawal dalam julat tertentu. Masa suntikan merujuk kepada masa yang diperlukan untuk rongga berisi plastik, Masa suntikan merujuk kepada masa yang diperlukan untuk rongga berisi plastik, menjejaskan kualiti membentuk bahagian, meningkatkan kesukaran proses; Masa suntikan merujuk kepada masa yang diperlukan untuk rongga berisi plastik, bahan mentah mudah terurai. bahan mentah mudah terurai, suhu suntikan biasanya lebih tinggi daripada silinder, dan nilai yang lebih tinggi adalah berkaitan dengan kadar suntikan dan sifat bahan, dan suhu maksimum adalah sehingga 30 ℃. Ini disebabkan oleh jumlah haba yang tinggi yang disebabkan oleh ricih leburan melalui lubang suapan. Terdapat dua cara untuk mengimbangi perbezaan ini dalam analisis aliran acuan, satu ialah cuba mengukur suhu apabila leburan disuntik ke dalam lompang, dan satu lagi ialah memasukkan muncung dalam proses pemodelan.
4、Tekanan mengekalkan tekanan dan masa
Pada akhir proses pengacuan suntikan, skru berhenti berputar dan hanya bergerak ke hadapan. Dalam proses mengekalkan tekanan, muncung mesin pengacuan suntikan terus masuk ke dalam rongga untuk mengisi isipadu kosong akibat pengecutan bahagian. Jika rongga diisi tanpa menahan tekanan, bahagian itu akan mengecut 25%, terutamanya kerana pengecutan tulang rusuk terlalu besar untuk membentuk kesan pengecutan. Tekanan pegangan tekanan secara amnya adalah kira-kira 85% daripada tekanan pengisian maksimum, yang sudah tentu harus ditentukan mengikut keadaan sebenar.
5、Tekanan belakang
Tekanan belakang ialah tekanan yang perlu diatasi apabila skru terbalik dan memulihkan bahan. Tekanan belakang yang tinggi adalah baik untuk penyebaran warna dan peleburan plastik, tetapi ia juga memanjangkan masa pengecutan skru, mengurangkan panjang gentian plastik dan meningkatkan tekanan mesin pengacuan suntikan. Oleh itu, tekanan belakang harus lebih rendah, umumnya kurang daripada 20 bahagian tekanan suntikan. Buih suntikan, tekanan belakang harus lebih tinggi daripada tekanan pembentukan gas, jika tidak skru akan ditolak keluar dari tong. Sesetengah mesin suntikan boleh memprogramkan tekanan belakang untuk mengimbangi pengurangan panjang skru semasa pencairan, yang mengurangkan input haba dan mengurangkan suhu. Walau bagaimanapun, kerana hasil daripada perubahan ini sukar untuk dianggarkan, adalah sukar untuk menyesuaikan mesin dengan sewajarnya.
Mengenai JasonMould Industrial Company Limited
Jasonmould adalah pengeluar acuan plastik- acuan suntikan, acuan pemutus mati, acuan plastik, acuan putaran, perubatan pengacuan suntikan plastik, dua pukulan pengacuan suntikan plastik, masukkan acuan, terlalu banyak, pengacuan suntikan logam, pengacuan suntikan mikro, pengacuan suntikan serbuk, pengacuan suntikan seramik, pengacuan suntikan cecair, acuan suntikan husky, acuan isi rumah, acuan pemutus, alat acuan mati, acuan khas, acuan cina, perkakas prototaip pantas, perkakas prototaip plastik, perkakas penebuk, mati dan perkakas untuk bahagian telefon bimbit / telefon bimbit, bahagian automotif, pembersih vakum, alat yang boleh dicas semula, telefon, mesin penyalin, komputer, pembesar suara multimedia, dan banyak produk elektronik dan perkakas rumah yang lain. Dan juga pengeluar produk plastik- bahagian plastik, tangki air plastik, bola plastik, bekas plastik, gesper plastik, sauh plastik, penyangkut plastik, sudu plastik, pemasangan paip plastik, plastik jatuh, pinggan mangkuk plastik, cawan plastik, botol plastik, dulang plastik, bekas kosmetik plastik, sarung plastik, bekas makanan plastik, kerusi plastik, penutup plastik, penutup penutup plastik, tiub plastik, paip air plastik, tombol plastik, tiub plastik, kotak utiliti plastik, rak plastik dan sebagainya.
Hubungi:
Orang: James Yuan
Syarikat: JasonMould Industrial Company Limited
Tambah:julat parameter proses pengacuan suntikannya sangat kecil,julat parameter proses pengacuan suntikannya sangat kecil,julat parameter proses pengacuan suntikannya sangat kecil,julat parameter proses pengacuan suntikannya sangat kecil,Wilayah GuangDong, China
Tel: 86-752-6682869
E-mel: [email protected]
