Djmolding adalah seorang profesional syarikat pembuatan suntikan plastik.Pembuatan acuan suntikan plastik ialah pengacu suntikan plastik china dan syarikat pembuatan sumber tunggal untuk komponen plastik acuan.
Djmolding mempunyai mesin suntikan x38 julat 40Ton hingga 800Ton dilengkapi dengan kapasiti harian robot 1.8 ton plastik bahagian rata-rata.

Djmolding mempunyai bilik mengecat bebas habuk 2 garisan - percetakan pad, percetakan sutera dan lukisan UV.

Djmolding mempunyai pemesinan NC (x6) membeli perkhidmatan prototaip pantas (plastik dan logam) dan pengeluaran pelbagai bahagian pemesinan logam.

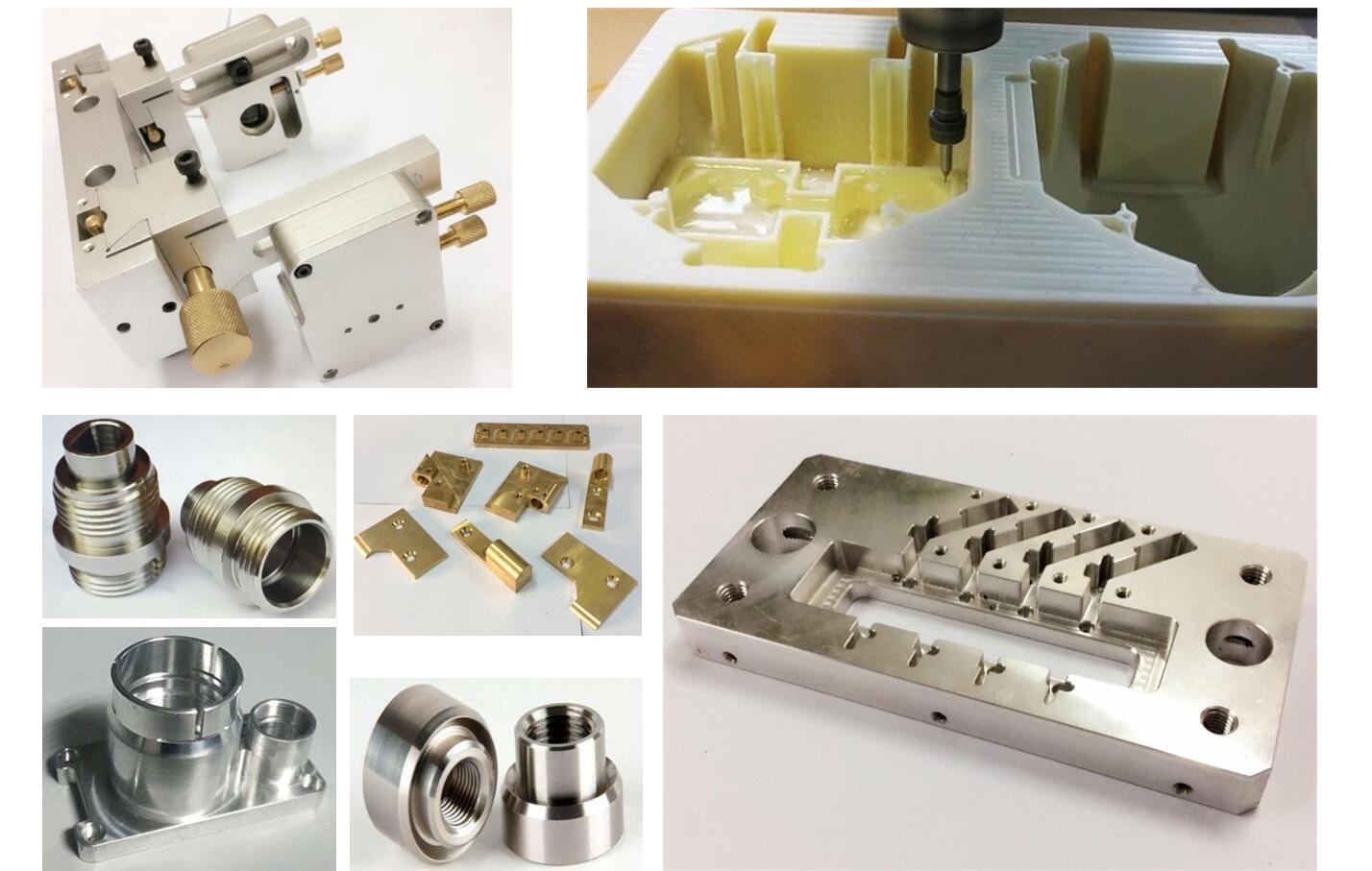
Bahagian plastik suntikan Djmolding menunjukkan,termasuk
Bahagian plastik yang dibentuk
Bahagian yang dibentuk & dicetak
Masukkan bahagian yang dibentuk
Bahagian logam mesin NC
Bahagian prototaip mesin


 Semua produk yang ditunjukkan dihasilkan oleh Djmolding pengacuan suntikan plastik.
Semua produk yang ditunjukkan dihasilkan oleh Djmolding pengacuan suntikan plastik.
Pengacuan suntikan adalah proses pembuatan yang paling biasa digunakan untuk fabrikasi bahagian plastik. Pelbagai jenis produk dihasilkan menggunakan pengacuan suntikan, yang sangat berbeza dalam saiznya, kerumitan, dan aplikasi. Proses pengacuan suntikan memerlukan penggunaan mesin pengacuan suntikan, bahan plastik mentah, dan acuan. Plastik dicairkan dalam mesin pengacuan suntikan dan kemudian disuntik ke dalam acuan, di mana ia menyejuk dan mengeras ke bahagian akhir. Langkah-langkah dalam proses ini diterangkan dengan lebih terperinci dalam bahagian seterusnya.
Pengacuan suntikan digunakan untuk menghasilkan bahagian plastik berdinding nipis untuk pelbagai jenis aplikasi, salah satu yang paling biasa ialah perumah plastik. Perumahan plastik ialah kandang berdinding nipis, selalunya memerlukan banyak tulang rusuk dan bos-bos pada bahagian dalam. Perumahan ini digunakan dalam pelbagai produk termasuk perkakas rumah, elektronik pengguna, alatan kuasa, dan sebagai papan pemuka automotif. Produk berdinding nipis biasa lain termasuk pelbagai jenis bekas terbuka, seperti baldi. Pengacuan suntikan juga digunakan untuk menghasilkan beberapa barangan harian seperti berus gigi atau mainan plastik kecil. Banyak alat perubatan, termasuk injap dan picagari, dihasilkan menggunakan acuan suntikan juga.
Kitaran Proses
Prosesnya kitaran untuk pengacuan suntikan adalah sangat pendek, biasanya antara 2 detik dan 2 minit, dan terdiri daripada empat peringkat berikut:
- Mengapit – Sebelum suntikan bahan ke dalam acuan, kedua-dua bahagian acuan mesti terlebih dahulu ditutup dengan selamat oleh unit pengapit. Setiap separuh acuan dilekatkan pada mesin pengacuan suntikan dan separuh lagi dibiarkan meluncur. Unit pengapit berkuasa hidraulik menolak bahagian acuan bersama-sama dan menggunakan daya yang mencukupi untuk memastikan acuan ditutup dengan selamat semasa bahan disuntik. Masa yang diperlukan untuk menutup dan mengapit acuan bergantung kepada mesin – mesin yang lebih besar (mereka yang lebih besar daya pengapit) akan memerlukan lebih banyak masa. Masa ini boleh dianggarkan daripada masa kitaran kering daripada mesin itu.
- Suntikan – Bahan plastik mentah, biasanya dalam bentuk pelet, dimasukkan ke dalam mesin pengacuan suntikan, dan maju ke arah acuan oleh unit suntikan. Semasa proses ini, bahan cair oleh haba dan tekanan. Plastik cair kemudian disuntik ke dalam acuan dengan cepat dan pengumpulan pek tekanan dan memegang bahan. Jumlah bahan yang disuntik dirujuk sebagai ditembak. Masa suntikan sukar dikira dengan tepat kerana aliran plastik cair yang kompleks dan berubah-ubah ke dalam acuan. Walau bagaimanapun, masa suntikan boleh dianggarkan dengan jumlah pukulan, tekanan suntikan, dan kuasa suntikan.
- Menyejukkan – Plastik cair yang berada di dalam acuan mula sejuk sebaik sahaja ia bersentuhan dengan permukaan acuan dalaman. Semasa plastik sejuk, ia akan memejal menjadi bentuk bahagian yang dikehendaki. Walau bagaimanapun, semasa menyejukkan beberapa pengecutan bahagian itu mungkin berlaku. Pembungkusan bahan dalam peringkat suntikan membolehkan bahan tambahan mengalir ke dalam acuan dan mengurangkan jumlah pengecutan yang boleh dilihat. Acuan tidak boleh dibuka sehingga masa penyejukan yang diperlukan telah berlalu. Masa penyejukan boleh dianggarkan daripada beberapa sifat termodinamik plastik danketebalan dinding maksimum daripada bahagian itu.
- Ejection – Selepas masa yang mencukupi telah berlalu, bahagian yang disejukkan boleh dikeluarkan dari acuan oleh sistem ejekan, yang dilekatkan pada separuh belakang acuan. Apabila acuan dibuka, mekanisme digunakan untuk menolak bahagian keluar dari acuan. Daya mesti dikenakan untuk mengeluarkan bahagian kerana semasa menyejukkan bahagian itu mengecut dan melekat pada acuan. Untuk memudahkan pengeluaran bahagian, agen pelepas acuan boleh disembur ke permukaan rongga acuan sebelum suntikan bahan. Masa yang diperlukan untuk membuka acuan dan mengeluarkan bahagian boleh dianggarkan dari masa kitaran kering mesin dan harus memasukkan masa untuk bahagian itu terlepas daripada acuan. Sebaik sahaja bahagian itu dikeluarkan, acuan boleh diapit tutup untuk seterusnya ditembak untuk disuntik.
Selepas kitaran pengacuan suntikan, beberapa pemprosesan pasca lazimnya diperlukan. Semasa penyejukan, bahan dalam saluran acuan akan memejal melekat pada bahagian. Bahan berlebihan ini, bersama mana-mana kilat yang telah berlaku, mesti dipotong dari bahagian itu, biasanya dengan menggunakan pemotong. Untuk beberapa jenis bahan, seperti termoplastik, bahan sekerap yang terhasil daripada pemangkasan ini boleh dikitar semula dengan dimasukkan ke dalam pengisar plastik, juga dipanggil mesin regrind atau granulator, yang mengisar semula bahan sekerap menjadi pelet. Disebabkan oleh beberapa kemerosotan sifat bahan, regrind mesti dicampur dengan bahan mentah dalam betul nisbah kisar semula untuk digunakan semula dalam proses pengacuan suntikan.