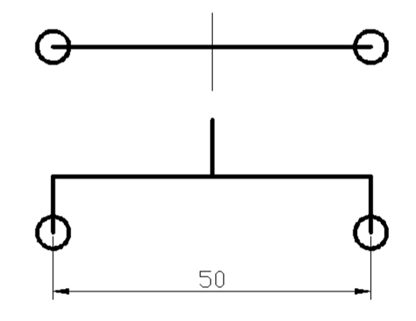
1. Tentukan bilangan rongga dan susunannya
Secara amnya , bahagian plastik kecil dengan keperluan ketepatan tinggi dan bahagian plastik sederhana dan besar lebih disukai untuk menggunakan struktur satu acuan dan satu rongga; untuk bahagian plastik kecil dengan keperluan ketepatan rendah (tiada keperluan ketepatan yang sepadan) bentuk ringkas dan pengeluaran besar-besaran, Jika acuan berbilang rongga diterima pakai, ia boleh memberikan keadaan unggul yang unik dan meningkatkan kecekapan pengeluaran. Bilangan rongga boleh ditentukan mengikut saiz model. Bahagian plastik memerlukan ketepatan yang lebih tinggi, yang merupakan bahagian plastik berketepatan tinggi, dan kemudian bergantung kepada saiz bahagian plastik. Struktur mati dengan satu mod dan dua jenis. Susunan rongga adalah seperti yang ditunjukkan dalam rajah berikut.
2. Penentuan struktur acuan
1. Acuan permukaan perpisahan tunggal berbilang rongga: bahagian plastik kecil dengan kualiti penampilan yang rendah dan ketepatan dimensi am boleh digunakan.
2.Acuan permukaan berbilang rongga dan berbilang perpisahan: bahagian plastik kecil dengan kualiti penampilan yang tinggi dan ketepatan dimensi am boleh digunakan dalam struktur ini. Bahagian plastik memerlukan kualiti penampilan yang tinggi dan merupakan bahagian plastik kecil dengan ketepatan dimensi yang tinggi. Oleh itu, reka bentuk permukaan berbilang rongga dan satu perpisahan boleh diguna pakai. Dari bahagian plastik, adalah mudah untuk melihat kedudukan permukaan perpisahan acuan, penetapan mekanisme pelarian dan kedudukan pintu pagar. Permukaan perpisahan ialah permukaan perpisahan menegak bagi permukaan perpisahan tunggal.
Bentuk gerbang yang paling biasa digunakan adalah seperti berikut:
Yang pertama ialah pintu pagar sebelah. Pintu jenis ini biasa kepada pekerja proses suntikan dan lebih mudah untuk diproses dalam pembuatan, tetapi kelemahannya ialah aliran pelari adalah panjang dan kehilangan haba adalah tinggi, jadi mudah untuk menghasilkan tanda pengikat yang jelas. Jika hendak diperbaiki, Saiz sprue perlu ditingkatkan, tetapi kemudian pulangan bahagian sprue meningkat. Kedua, bahagian salur masuk plastik perlu dibuang, yang meningkatkan waktu kerja deburring dan merosakkan keindahan kawasan sekitar. Yang kedua ialah gerbang titik. Apabila plastik disuntik, Di pintu gerbang, sebahagian daripada tenaga kinetik ditukarkan kepada tenaga haba pada rongga suntikan berkelajuan tinggi, jadi kehilangan haba plastik dalam pertemuan adalah kurang daripada pintu pagar sisi, jadi gabungan lebih baik pada pertemuan itu. Tanda kimpalan tidak jelas. Kelemahannya ialah bahagian depan bahagian plastik akan meninggalkan kesan mulut terbakar, yang akan menjejaskan keindahan bahagian plastik, dan rongga mesti digerakkan untuk mengeluarkan bahan pintu gerbang titik. Kerana berat rongga, Oleh itu, ia tidak selesa untuk bergerak. Yang ketiga adalah untuk mengintegrasikan kelebihan dan kekurangan kedua-dua bentuk pintu di atas dan menggunakan pintu ricih.. Kerana dinding sisi bahagian plastik jauh dari pintu melintang, adalah sangat sukar untuk merealisasikan suapan bahan secara langsung di dinding sisi, jadi gerbang sokongan proses baharu telah ditambah. Bentuk gerbang jenis ini mempunyai kelebihan utama berikut: pertama, tiada kesan get pada permukaan bahagian plastik, dan tiada tanda kimpalan yang jelas pada permukaan luar. Jadi kualiti penampilan lebih baik. Kedua, kedudukan dan kuantiti pintu pagar boleh ditingkatkan dengan kualiti bahagian plastik. Adalah mudah untuk mengubah suai acuan dengan mengurangkan atau menukar kedudukan pintu pagar. Ketiga, manakala bahagian plastik dikeluarkan, pintu pagar dipotong dan dipotong. Mengikut prinsip bahawa aliran plastik adalah konsisten sejauh mungkin, dua pintu ricih dipasang untuk memotong sprue, dan pintu bantuan teknologi boleh dikeluarkan dengan tangan.
Hubungi:
Orang: James Yuan
Syarikat: JasonMould Industrial Company Limited
Tambah: Kampung LongGang,Bandar LongXi,Daerah BoLuo,Bandar HuiZhou,Wilayah GuangDong, China
Tel: 86-752-6682869
E-mel: [email protected]
