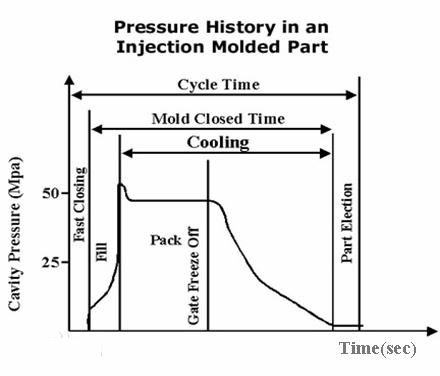
1、Injectiedruk
Injectiedruk wordt geleverd door het hydraulische systeem van het spuitgietsysteem. De druk van de hydraulische cilinder wordt via de schroef van de spuitgietmachine op de kunststofsmelt overgebracht. De plastic smelt wordt geduwd door de druk, en door het mondstuk van de spuitgietmachine, het komt de verticale doorgang van de vorm binnen. En door de poort in de vormholte, dit proces is het spuitgietproces, of het vulproces genoemd. Het bestaan van druk is om de weerstand in het smeltstroomproces te overwinnen, of omgekeerd, de weerstand in het vloeiproces moet worden gecompenseerd door de druk van de spuitgietmachine om een soepel verloop van het vulproces te garanderen.
en de technologie is ook sterk verbeterd, de druk aan het mondstuk van de spuitgietmachine is het hoogst om de stromingsweerstand in de hele smelt te overwinnen. Vervolgens neemt de druk geleidelijk af langs de stroomlengte naar het voorste golffront van de smelt. Als de uitlaat in de holte goed is, de einddruk aan de voorkant van de smelt is atmosferische druk.
Er zijn veel factoren die de smeltvuldruk beïnvloeden. Er zijn drie soorten materiële factoren, zoals plastic type, viscositeit en andere structurele factoren, zoals typen, aantal en positie van schenksysteem, vormholtevorm en dikte van product, etc.3 technologische elementen van gieten.
2、 Injectie tijd
De injectietijd verwijst hier naar de tijd die de plastic smelt nodig heeft om de holte te vullen, exclusief de openings- en sluitingstijd van de matrijs. Hoewel de injectietijd erg kort is en weinig invloed heeft op de vormingscyclus, de aanpassing van de injectietijd speelt een grote rol bij de drukregeling van de poort, loper en holte. De redelijke injectietijd is nuttig voor de ideale vulling van de smelt, en het is erg belangrijk om de oppervlaktekwaliteit van de producten te verbeteren en de maattolerantie te verminderen.
De injectietijd is veel korter dan de koeltijd, waar gaat het over 1 / 10 / 1 / 15 van de koeltijd, die kan worden gebruikt als basis voor het voorspellen van de gehele vormtijd van de kunststof onderdelen. Bij de analyse van de vormstroom, de injectietijd in de analyseresultaten is alleen gelijk aan de injectietijd die is ingesteld in de technologische omstandigheden wanneer de smelt volledig wordt aangedreven door de schroefrotatie om de holte te vullen. Als de schroefdrukregelschakelaar optreedt voordat de caviteit is gevuld, het resultaat van de analyse zal groter zijn dan het stellen van procescondities.
3、injectie temperatuur
De injectietemperatuur is een belangrijke factor die de injectiedruk beïnvloedt. Er zijn 5 ~ 6 verwarmingssecties in de spuitgietcilinder, en elk materiaal heeft zijn eigen geschikte verwerkingstemperatuur (voor details, raadpleeg de gegevens van de materiaalleverancier. De injectietemperatuur moet binnen een bepaald bereik worden geregeld. Te lage temperatuur, slechte weekmaking van de smelt, invloed op de kwaliteit van vormdelen, verhoog de moeilijkheidsgraad van het proces; te hoge temperatuur, de grondstoffen zijn gemakkelijk te ontbinden. In het eigenlijke spuitgietproces, de injectietemperatuur is meestal hoger dan die van de cilinder, en de hogere waarde is gerelateerd aan de injectiesnelheid en de eigenschappen van het materiaal, en de maximale temperatuur is tot 30 ℃.Dit komt door de grote hoeveelheid warmte die wordt veroorzaakt door de afschuiving van de smelt door het toevoergat. Er zijn twee manieren om dit verschil in matrijsstroomanalyse te compenseren, een daarvan is om te proberen de temperatuur te meten wanneer de smelt in de leegte wordt geïnjecteerd, en de andere is om het mondstuk op te nemen in het modelleringsproces.
4、Druk die druk en tijd houdt
Aan het einde van het spuitgietproces, de schroef stopt met draaien en gaat alleen vooruit. In het proces van het houden van druk, de spuitmonden van de spuitgietmachine worden continu in de holte gevoerd om het lege volume te vullen vanwege het krimpen van de onderdelen. Als de holte wordt gevuld zonder de druk vast te houden, het onderdeel zal ongeveer krimpen 25%, vooral omdat de krimp van de rib te groot is om krimpsporen te vormen. De drukhouddruk is over het algemeen ongeveer 85% van de maximale vuldruk, die natuurlijk moet worden bepaald op basis van de werkelijke situatie.
5、tegendruk
Tegendruk is de druk die moet worden overwonnen wanneer de schroef omkeert en het materiaal herstelt. Hoge tegendruk is goed voor kleurverspreiding en het smelten van plastic, maar het verlengt ook de krimptijd van de schroef, vermindert de lengte van plastic vezels en verhoogt de druk van de spuitgietmachine. Daarom, de tegendruk zou lager moeten zijn, over het algemeen minder dan 20 delen van injectiedruk. Injectie schuim, de tegendruk moet hoger zijn dan de gasvormingsdruk, anders wordt de schroef uit de loop geduwd. Sommige injectiemachines kunnen tegendruk programmeren om de verminderde schroeflengte tijdens het smelten te compenseren, wat de warmte-invoer vermindert en de temperatuur verlaagt. Echter, omdat het resultaat van deze wijziging moeilijk in te schatten is, het is moeilijk om de machine dienovereenkomstig aan te passen.
Over JasonMould Industrial Company Limited
Jasonmould is een fabrikant van plastic mallen- spuitgietmatrijs:, spuitgietmatrijzen, kunststof blaasvormen, rotatiegieten, medisch spuitgieten van kunststof, twee schoten spuitgieten van kunststof, invoegen lijstwerk, overmolding, metalen spuitgieten, micro-spuitgieten, poeder spuitgieten, keramisch spuitgieten, vloeibare spuitgieten, husky spuitgieten, huishoudelijke schimmel, gietvorm, matrijs gereedschap:, aangepaste mallen, Chinese mallen:, tooling voor snelle prototyping, kunststof prototyping gereedschap, ponsmachine tooling, sterven en tooling voor mobiele/mobiele telefoon onderdelen, auto-onderdelen, stofzuigers, oplaadbare gereedschappen, telefoons, kopieerapparaten, computers, multimedia speakers, en vele andere elektronische producten en huishoudelijke apparaten. En ook een fabrikant van plastic producten- plastic onderdelen, plastic watertank, plastic ballen, plastic containers, plastic gesp, plastic anker, plastic hanger, Plastic lepel, plastic pijp montage:, plastic tuimelen, plastic servies, plastic bekers, plastic flessen, plastic dienblad, plastic cosmetische container, plastic verpakking, plastic voedselcontainer, plastic stoelen, plastic doppen, plastic dop sluiting, plastic buizen, kunststof waterleidingen, plastic knoppen, plastic buizen, plastic gebruiksdozen, plastic rekken enzovoort;.
Contact:
Persoon: James Yuan
Bedrijf: JasonMould Industrial Company Limited
Toevoegen:LongGangDorp,LongXiTown,BoLuo County,HuiZhouStad,Provincie GuangDong, China
Tel: 86-752-6682869
E-mail: [email protected]
