Djmolding is een professional productiebedrijf voor kunststofinjectie.De productie van kunststof spuitgieten is een Chinese kunststof spuitgietmachine en een enkelvoudig productiebedrijf voor gegoten kunststof componenten.
Djmolding heeft een injectiemachine x38 bereik 40Ton tot 800Ton uitgerust met dagelijkse robotcapaciteit 1.8 ton plastic onderdelen gem.

Djmolding heeft een stofvrije schilderkamer 2 lijnen – tampondruk, zijdedruk en UV-schilderij.

Djmolding heeft NC-bewerking: (x6) winkel voor snelle prototypeservice (kunststof en metaal) en productie van verschillende metalen bewerkingsonderdelen;.

Djmolding injectie plastic onderdelen tonen:,inclusief
Gegoten kunststof onderdelen
Gegoten onderdelen & gedrukt
Gegoten onderdelen plaatsen
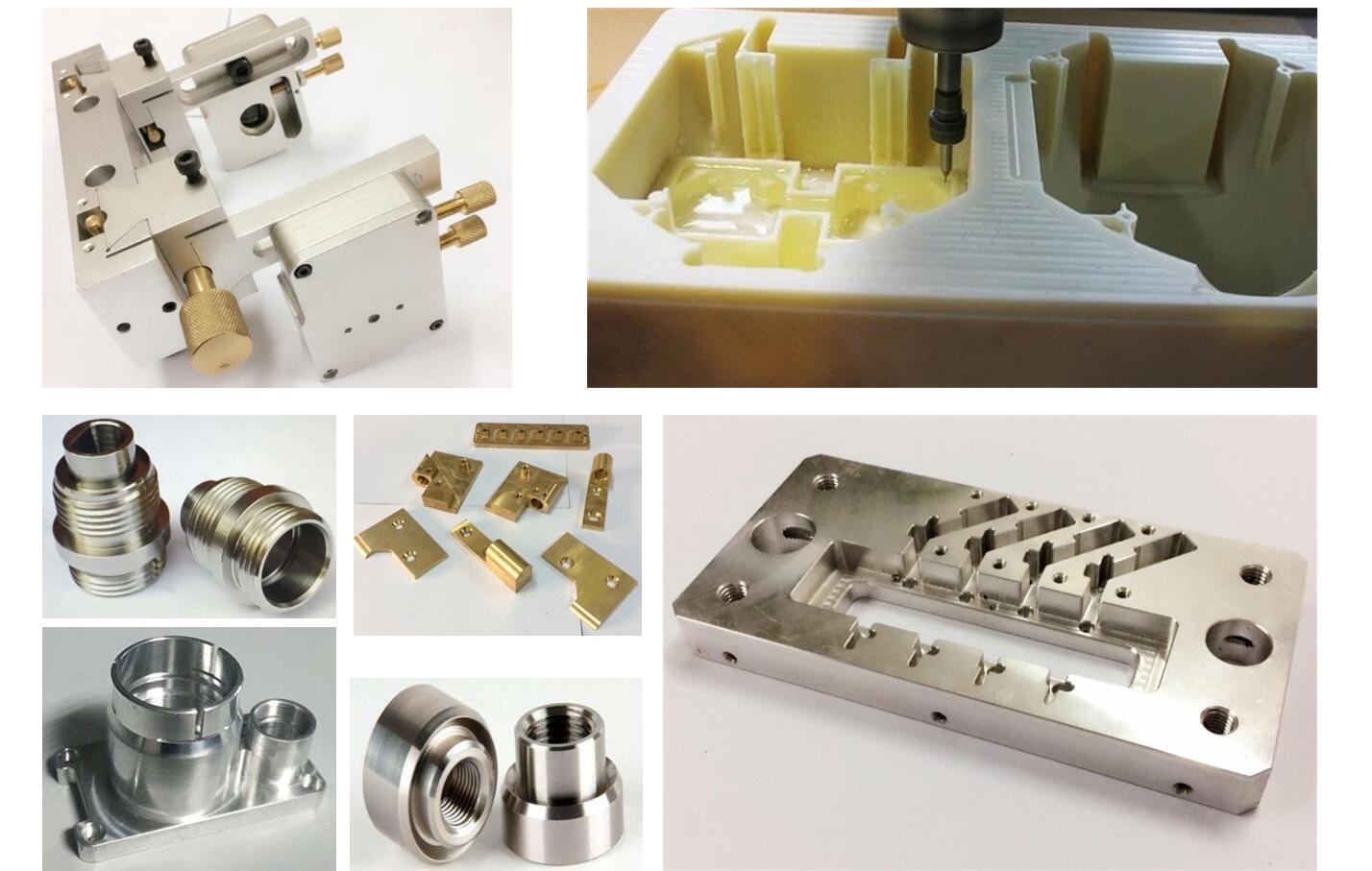
NC-bewerkte metalen onderdelen
Bewerkte prototype onderdelen


 Alle getoonde producten worden geproduceerd door Djmolding spuitgieten van kunststof.
Alle getoonde producten worden geproduceerd door Djmolding spuitgieten van kunststof.
Spuitgieten is het meest gebruikte productieproces voor de fabricage van kunststof onderdelen. Een breed scala aan producten wordt vervaardigd met behulp van spuitgieten, die sterk variëren in grootte, complexiteit, en toepassing. Het spuitgietproces vereist het gebruik van een spuitgietmachine, ruw plastic materiaal:, en een mal. Het plastic wordt gesmolten in de spuitgietmachine en vervolgens in de mal geïnjecteerd, waar het afkoelt en stolt tot het laatste deel. De stappen in dit proces worden in meer detail beschreven in de volgende sectie.
Spuitgieten wordt gebruikt om dunwandige kunststof onderdelen te produceren voor een breed scala aan toepassingen, een van de meest voorkomende zijn plastic behuizingen. Kunststof behuizing is een dunwandige behuizing, vaak veel nodig ribben en bazen op het interieur. Deze behuizingen worden gebruikt in een verscheidenheid aan producten, waaronder huishoudelijke apparaten, consumentenelektronica, elektrisch gereedschap, en als dashboards voor auto's. Andere veel voorkomende dunwandige producten zijn verschillende soorten open containers, zoals emmers. Spuitgieten wordt ook gebruikt om verschillende alledaagse voorwerpen te produceren, zoals tandenborstels of klein plastic speelgoed. Veel medische apparaten, inclusief ventielen en spuiten, worden ook vervaardigd met behulp van spuitgieten.
Procescyclus
Het proces fiets voor spuitgieten is erg kort, typisch tussen 2 seconden en 2 minuten, en bestaat uit de volgende vier fasen::
- Vastklemmen – Voorafgaand aan de injectie van het materiaal in de mal, de twee helften van de mal moeten eerst stevig worden gesloten door de klemeenheid. Elke helft van de mal is bevestigd aan de spuitgietmachine en de ene helft mag schuiven. De hydraulisch aangedreven klemeenheid duwt de matrijshelften tegen elkaar en oefent voldoende kracht uit om de matrijs goed gesloten te houden terwijl het materiaal wordt ingespoten. De tijd die nodig is om de mal te sluiten en vast te klemmen, is afhankelijk van de machine – grotere machines (degenen met grotere klemkrachten) zal meer tijd nodig hebben. Deze tijd kan worden geschat op basis van de droge cyclustijd van de machine.
- Injectie – Het ruwe plastic materiaal:, meestal in de vorm van pellets, wordt in de spuitgietmachine gevoerd;, en door de injectie-eenheid naar de mal voortbewogen;. Tijdens dit proces, het materiaal wordt gesmolten door hitte en druk. Het gesmolten plastic wordt vervolgens zeer snel in de mal geïnjecteerd en de opbouw van drukpakken en houdt het materiaal vast. De hoeveelheid materiaal die wordt geïnjecteerd, wordt de schot. De injectietijd is moeilijk nauwkeurig te berekenen vanwege de complexe en veranderende stroom van het gesmolten plastic in de mal. Echter, de injectietijd kan worden geschat aan de hand van het schotvolume;, injectiedruk, en injectievermogen.
- Koeling – Het gesmolten plastic dat zich in de mal bevindt, begint af te koelen zodra het contact maakt met de binnenoppervlakken van de mal. Terwijl het plastic afkoelt, het zal stollen in de vorm van het gewenste onderdeel. Echter, tijdens het afkoelen wat krimp van het onderdeel kan optreden. De verpakking van materiaal in de injectiefase zorgt ervoor dat extra materiaal in de mal kan stromen en de hoeveelheid zichtbare krimp vermindert. De mal kan pas worden geopend als de vereiste afkoeltijd is verstreken. De afkoeltijd kan worden geschat op basis van verschillende thermodynamische eigenschappen van de kunststof en demaximale wanddikte van het onderdeel.
- uitwerpen – Nadat er voldoende tijd is verstreken, het gekoelde deel kan door het uitwerpsysteem uit de mal worden geworpen;, die is bevestigd aan de achterste helft van de mal. Wanneer de mal wordt geopend, een mechanisme wordt gebruikt om het onderdeel uit de mal te duwen. Er moet kracht worden uitgeoefend om het onderdeel uit te werpen, omdat het onderdeel tijdens het afkoelen krimpt en aan de mal hecht. Om het uitwerpen van het onderdeel te vergemakkelijken:, een vormlosmiddel kan op de oppervlakken van de vormholte worden gespoten voordat het materiaal wordt geïnjecteerd. De tijd die nodig is om de mal te openen en het onderdeel uit te werpen kan worden geschat op basis van de droge cyclustijd van de machine en moet tijd bevatten om het onderdeel uit de mal te laten vallen;. Zodra het onderdeel is uitgeworpen, de mal kan voor de volgende worden dichtgeklemd schot geïnjecteerd worden.
Na de spuitgietcyclus:, sommige nabewerking is meestal vereist. Tijdens het koelen, het materiaal in de kanalen van de mal zal vast worden aan het onderdeel;. Dit overtollige materiaal, samen met een flash dat is gebeurd, moet van het onderdeel worden afgesneden, meestal met behulp van snijders. Voor sommige soorten materiaal, zoals thermoplasten, het afvalmateriaal dat het resultaat is van dit trimmen kan worden gerecycled door het in een plastic grinder te plaatsen, ook wel maalgoedmachines of granulators genoemd, die het afvalmateriaal vermaalt tot pellets. Door enige verslechtering van de materiaaleigenschappen, het maalgoed moet op de juiste manier met de grondstof worden gemengd maalgoedverhouding te hergebruiken in het spuitgietproces.