Djmolding to profesjonalista firma produkująca wtryskiwanie tworzyw sztucznych,.Produkcja formowania wtryskowego tworzyw sztucznych to chińska firma zajmująca się formowaniem wtryskowym tworzyw sztucznych i jednoźródłowa firma produkująca formowane elementy z tworzyw sztucznych.
Djmolding ma wtryskarkę o zakresie x38 od 40Ton do 800Ton wyposażoną w dzienną wydajność robota 1.8 ton części z tworzyw sztucznych śr.

Djmolding ma bezpyłowe pomieszczenie do malowania 2 linie – tampodruk, druk jedwabiu i malowanie UV UV.

Djmolding ma obróbkę NC (x6) sklep z usługą szybkiego prototypowania (plastik i metal) i produkcja różnych części do obróbki metali,.

Pokazano plastikowe części wtryskowe Djmolding,łącznie z
Formowane części z tworzyw sztucznych
Formowane części & drukowane
Włóż formowane części
Części metalowe obrabiane NC
Obrabiane części prototypowe


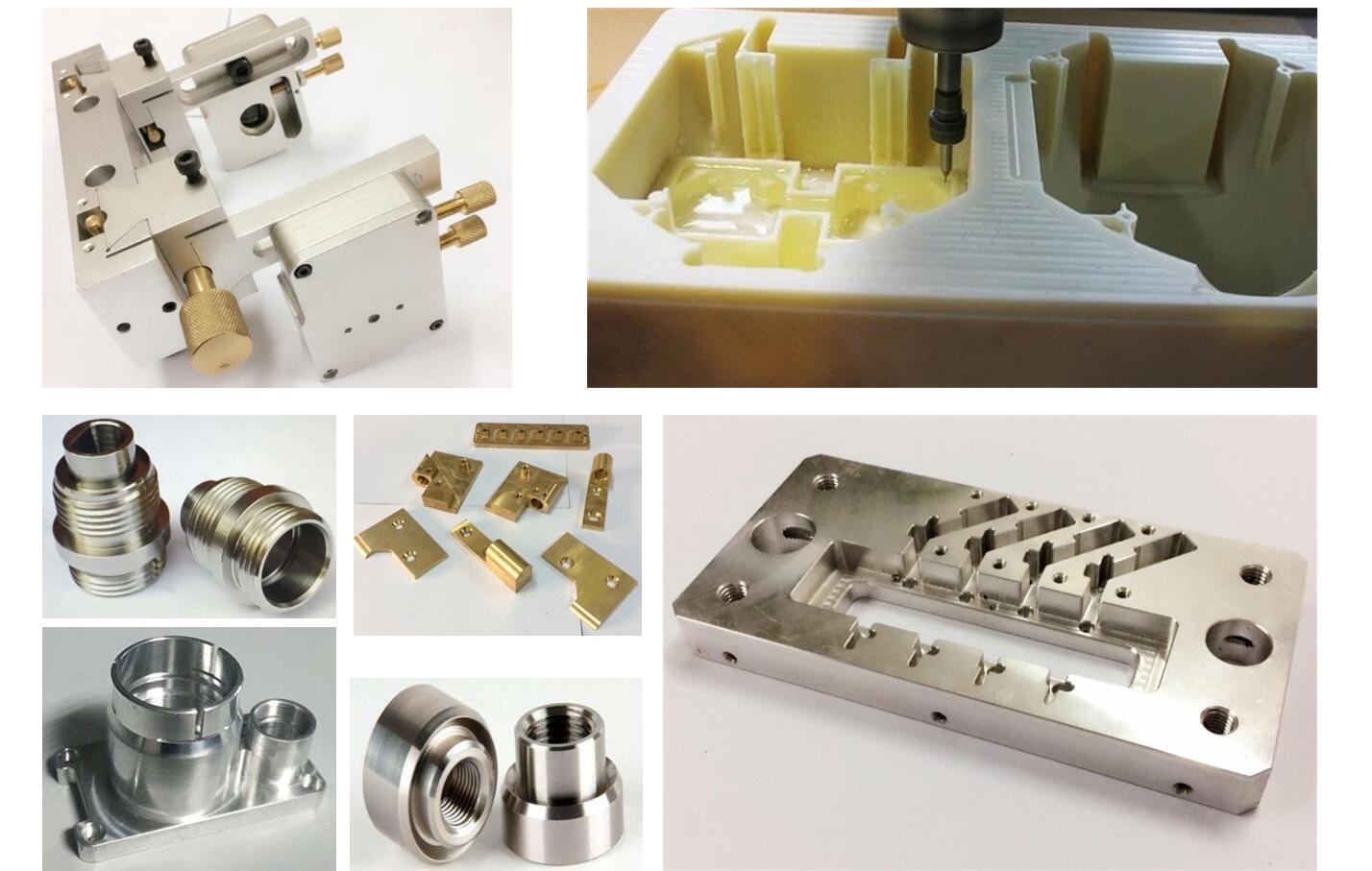 Wszystkie pokazane produkty są produkowane przez Djmolding formowanie wtryskowe tworzyw sztucznych.
Wszystkie pokazane produkty są produkowane przez Djmolding formowanie wtryskowe tworzyw sztucznych.
Formowanie wtryskowe jest najczęściej stosowanym procesem produkcyjnym do wytwarzania części z tworzyw sztucznych. Za pomocą formowania wtryskowego wytwarzana jest szeroka gama produktów, które różnią się znacznie pod względem wielkości, złożoność, i aplikacja. Proces formowania wtryskowego wymaga użycia wtryskarki, surowy materiał z tworzywa sztucznego,, i pleśń. Plastik jest topiony we wtryskarce, a następnie wtryskiwany do formy, gdzie stygnie i zestala się w końcowej części. Kroki tego procesu są opisane bardziej szczegółowo w następnej sekcji.
Formowanie wtryskowe służy do produkcji cienkościennych części z tworzyw sztucznych do szerokiej gamy zastosowań, jedną z najczęstszych są plastikowe obudowy. Plastikowa obudowa to cienkościenna obudowa, często wymagające wielu żebra i szefowie we wnętrzu. Obudowy te są używane w różnych produktach, w tym w sprzęcie AGD, elektroniki użytkowej, elektronarzędzia, i jako deski rozdzielcze samochodowe. Inne popularne produkty cienkościenne obejmują różne rodzaje otwartych pojemników, takich jak wiadra. Formowanie wtryskowe jest również wykorzystywane do produkcji kilku przedmiotów codziennego użytku, takich jak szczoteczki do zębów czy małe plastikowe zabawki. Wiele urządzeń medycznych, w tym zawory i strzykawki, produkowane są również metodą wtrysku.
Cykl procesu
Proces cykl do formowania wtryskowego jest bardzo krótki, zazwyczaj pomiędzy 2 sekundy i 2 minuty, i składa się z następujących czterech etapów:
- Mocowanie – Przed wtryskiem materiału do formy, dwie połówki formy muszą być najpierw bezpiecznie zamknięte przez zespół zaciskowy. Każda połowa formy jest przymocowana do wtryskarki, a jedna połowa może się przesuwać. Hydraulicznie napędzana jednostka zaciskowa dociska do siebie połówki formy i wywiera wystarczającą siłę, aby utrzymać formę bezpiecznie zamkniętą podczas wtrysku materiału. Czas potrzebny do zamknięcia i zaciśnięcia formy zależy od maszyny – większe maszyny (te z większymi siły docisku) będzie wymagało więcej czasu. Ten czas można oszacować na podstawie czas cyklu suchego maszyny.
- Iniekcja – Surowy materiał z tworzywa sztucznego, zwykle w formie granulek, jest podawany do wtryskarki, i przesuwany w kierunku formy przez jednostkę wtryskową. Podczas tego procesu, materiał topi się pod wpływem ciepła i ciśnienia. Stopione tworzywo sztuczne jest następnie bardzo szybko wtryskiwane do formy, a nagromadzenie ciśnieniowych pakietów i utrzymuje materiał. Ilość wstrzykiwanego materiału jest określana jako strzał. Czas wtrysku jest trudny do dokładnego obliczenia ze względu na złożony i zmienny przepływ stopionego plastiku do formy. jednak, czas wtrysku można oszacować na podstawie objętości strzału, ciśnienie wtrysku, i moc wtrysku.
- Chłodzenie – Roztopione tworzywo sztuczne znajdujące się wewnątrz formy zaczyna stygnąć, gdy tylko zetknie się z wewnętrznymi powierzchniami formy. Gdy plastik stygnie, zestali się w kształt pożądanej części. jednak, podczas chłodzenia trochę kurczenie się części może wystąpić. Upakowanie materiału na etapie wtrysku umożliwia dopływ dodatkowego materiału do formy i zmniejszenie widocznego skurczu. Formy nie można otworzyć, dopóki nie upłynie wymagany czas chłodzenia. Czas chłodzenia można oszacować na podstawie kilku właściwości termodynamicznych tworzywa sztucznego imaksymalna grubość ścianki części.
- Wyrzucanie – Po upływie wystarczającego czasu, schłodzona część może zostać wyrzucona z formy przez system wyrzutowy, który jest przymocowany do tylnej połowy formy;. Kiedy forma jest otwarta, mechanizm służy do wypychania części z formy. Aby wypchnąć część, należy użyć siły, ponieważ podczas chłodzenia część kurczy się i przywiera do formy. W celu ułatwienia wysuwania części, środek ułatwiający wyjmowanie z formy można natryskiwać na powierzchnie wnęki formy przed wtryskiem materiału;. Czas potrzebny do otwarcia formy i wyrzucenia części można oszacować na podstawie czas cyklu suchego maszyny i powinien uwzględniać czas na uwolnienie części z formy. Gdy część zostanie wysunięta, forma może zostać zamknięta na następny strzał do wstrzyknięcia.
Po cyklu formowania wtryskowego, Niektóre przetwarzanie końcowe jest zazwyczaj wymagane. Podczas chłodzenia, materiał w kanałach formy zestala się przymocowany do części. Ten nadmiar materiału, wraz z dowolnym Lampa błyskowa co się stało, musi być przycięty z części, zazwyczaj za pomocą frezów. Dla niektórych rodzajów materiałów, takich jak tworzywa termoplastyczne, odpady powstałe w wyniku tego przycinania można poddać recyklingowi, umieszczając je w plastikowym młynku, zwane również maszynami do przemiałów lub granulatorami, który przemiela złom na granulki. Z powodu pewnej degradacji właściwości materiału, przemiał musi być odpowiednio wymieszany z surowcem stosunek przemiału do ponownego wykorzystania w procesie formowania wtryskowego.