1、включая требования к литьевой машине
Давление впрыска обеспечивается гидравлической системой системы литья под давлением.. Давление гидроцилиндра передается на расплав пластмассы через шнек термопластавтомата.. Расплав пластика выталкивается под давлением, и через сопло термопластавтомата, поступает в вертикальный проход пресс-формы. И через ворота в полость формы, этот процесс является процессом литья под давлением, или называется процессом заполнения. Наличие давления заключается в преодолении сопротивления в процессе течения расплава., или наоборот, сопротивление в процессе потока должно быть компенсировано давлением машины для литья под давлением, чтобы обеспечить плавный ход процесса наполнения.
В процессе литья под давлением, давление на сопле термопластавтомата максимальное для преодоления сопротивления потоку во всем расплаве. Затем давление постепенно снижается по длине потока к переднему фронту волны расплава.. Если выхлоп внутри полости хороший, конечное давление на переднем конце расплава равно атмосферному давлению.
Существует множество факторов, влияющих на давление заполнения расплава.. Существует три вида материальных факторов, например, пластиковый тип, вязкость и другие структурные факторы, такие как тип, количество и положение разливочной системы, Форма полости формы и толщина изделия, и т.д.3 технологических элемента формовки.
2、 Время впрыска
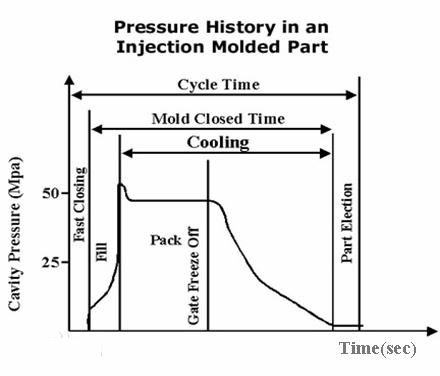
Под временем впрыска здесь понимается время, необходимое для того, чтобы расплав пластика заполнил полость., без учета времени открытия и закрытия пресс-формы. Хотя время впрыска очень короткое и мало влияет на цикл формования, регулировка времени впрыска играет большую роль в контроле давления затвора, бегунок и полость. Разумное время впрыска способствует идеальному заполнению расплава, и очень важно улучшить качество поверхности изделий и уменьшить допуск на размеры.
Время впрыска намного меньше, чем время охлаждения, что о 1 / 10 / 1 / 15 времени охлаждения, который можно использовать в качестве основы для прогнозирования всего времени формования пластиковых деталей.. При анализе течения пресс-формы, время впрыска в результатах анализа равно установленному в технологических условиях времени впрыска только при полном прогоне расплава вращением шнека до заполнения полости. Если срабатывание винтового регулятора давления происходит до того, как полость заполнена, результат анализа будет больше, чем установка условий процесса.
3、температура впрыска
Температура впрыска является важным фактором, влияющим на давление впрыска.. Есть 5 ~ 6 нагревательные секции в литьевом цилиндре, и каждый материал имеет свою соответствующую температуру обработки (подробности, пожалуйста, обратитесь к данным, предоставленным поставщиком материала. Температура впрыска должна контролироваться в определенном диапазоне. Слишком низкая температура, плохая пластификация расплава, влияет на качество штамповки деталей, увеличить сложность процесса; слишком высокая температура, сырье легко разлагается. В самом процессе литья под давлением, температура впрыска обычно выше температуры цилиндра, а более высокое значение связано со скоростью впрыска и свойствами материала, и максимальная температура до 30 ℃. Это происходит из-за большого количества тепла, вызванного сдвигом расплава через загрузочное отверстие.. Есть два способа компенсировать эту разницу в анализе течения в пресс-форме., один - попытаться измерить температуру при впрыске расплава в пустоту, а другой - включить сопло в процесс моделирования.
4、Давление удерживающее давление и время
В конце процесса литья под давлением, винт перестает вращаться и движется только вперед. В процессе поддержания давления, сопла термопластавтомата непрерывно подают в полость для заполнения пустого объема за счет усадки деталей. Если полость заполняется без удержания давления, часть уменьшится примерно 25%, особенно потому, что усадка ребра слишком велика, чтобы образовать след усадки. Давление удерживания давления обычно составляет около 85% максимального давления наполнения, который, конечно, должен определяться в соответствии с реальной ситуацией.
5、Обратное давление
Противодавление — это давление, которое необходимо преодолеть, когда шнек реверсирует и извлекает материал.. Высокое обратное давление хорошо для рассеивания цвета и плавления пластика., но это также продлевает время усадки шурупа, уменьшает длину пластикового волокна и увеличивает давление литьевой машины. Следовательно, противодавление должно быть меньше, обычно меньше, чем 20 части давления впрыска. Инъекционная пена, противодавление должно быть выше пластового давления газа, иначе винт будет выталкиваться из ствола. Некоторые машины для литья под давлением могут программировать противодавление, чтобы компенсировать уменьшение длины шнека во время плавки., что снижает тепловложение и снижает температуру. Однако, потому что результат этого изменения трудно оценить, сложно настроить машину соответствующим образом.
О компании JasonMould Industrial Company Limited
Jasonmould - производитель пластиковых форм- пресс-форма для литья под давлением, формы для литья под давлением, выдувное формование пластика, ротационное формование, медицинский литье пластмасс под давлением, два выстрела литье пластмасс под давлением, вставка молдинга, формование, литье металла под давлением, микро литье под давлением, порошковое литье под давлением, керамическое литье под давлением, жидкое литье под давлением, хаски литье под давлением, бытовая плесень, литейная форма, инструмент для штамповки, нестандартные формы, фарфоровые формы, инструменты для быстрого прототипирования, инструменты для изготовления пластиковых прототипов, инструмент для штамповки, штамп и инструменты для деталей мобильных / сотовых телефонов, автомобильные запчасти, пылесосы, аккумуляторные инструменты, телефоны, копировальные аппараты, компьютеры, мультимедийные колонки, и многие другие электронные товары и бытовая техника. А также производитель пластиковых изделий- пластиковые детали, пластиковый резервуар для воды, пластиковые шары, пластиковые контейнеры, пластиковая пряжка, пластиковый якорь, пластиковая вешалка, пластиковая ложка, пластиковые фитинги, пластиковая мешалка, пластиковая посуда, пластиковые стаканы, пластиковые бутылки, пластиковый поднос, пластиковый косметический контейнер, пластиковый корпус, пластиковый контейнер для еды, пластиковые стулья, пластиковые колпачки, пластиковая крышка, пластиковые трубки, пластиковые водопроводные трубы, пластиковые ручки, пластиковые трубки, пластиковые хозяйственные ящики, пластиковые стойки и тд.
Контакт:
Человек: Джеймс Юань
Компания: JasonMould Industrial Company Limited
Добавлять:ЛонгГангВиллидж,Лонгситаун,БоЛуоКаунти,ХуэйчжоуГород,Провинция Гуандонг, Китай
Тел.: 86-752-6682869
Электронное письмо: [email protected]
