Джмолдинг - профессионал компания по производству пластиковых инъекций.Производство литья пластмасс под давлением - это китайский производитель литья пластмасс под давлением и компания по производству литых пластиковых компонентов из одного источника..
Djmolding имеет литьевую машину x38 с диапазоном от 40 до 800 тонн, оснащенную ежедневной производительностью робота 1.8 тонны пластиковых деталей avrg.

Djmolding имеет непыльную покрасочную комнату 2 линии - тампонная печать, шелкография и УФ-роспись.

Djmolding имеет станки с ЧПУ (x6) магазин для быстрого обслуживания прототипов (пластик и металл) и производство различных деталей для металлообработки.

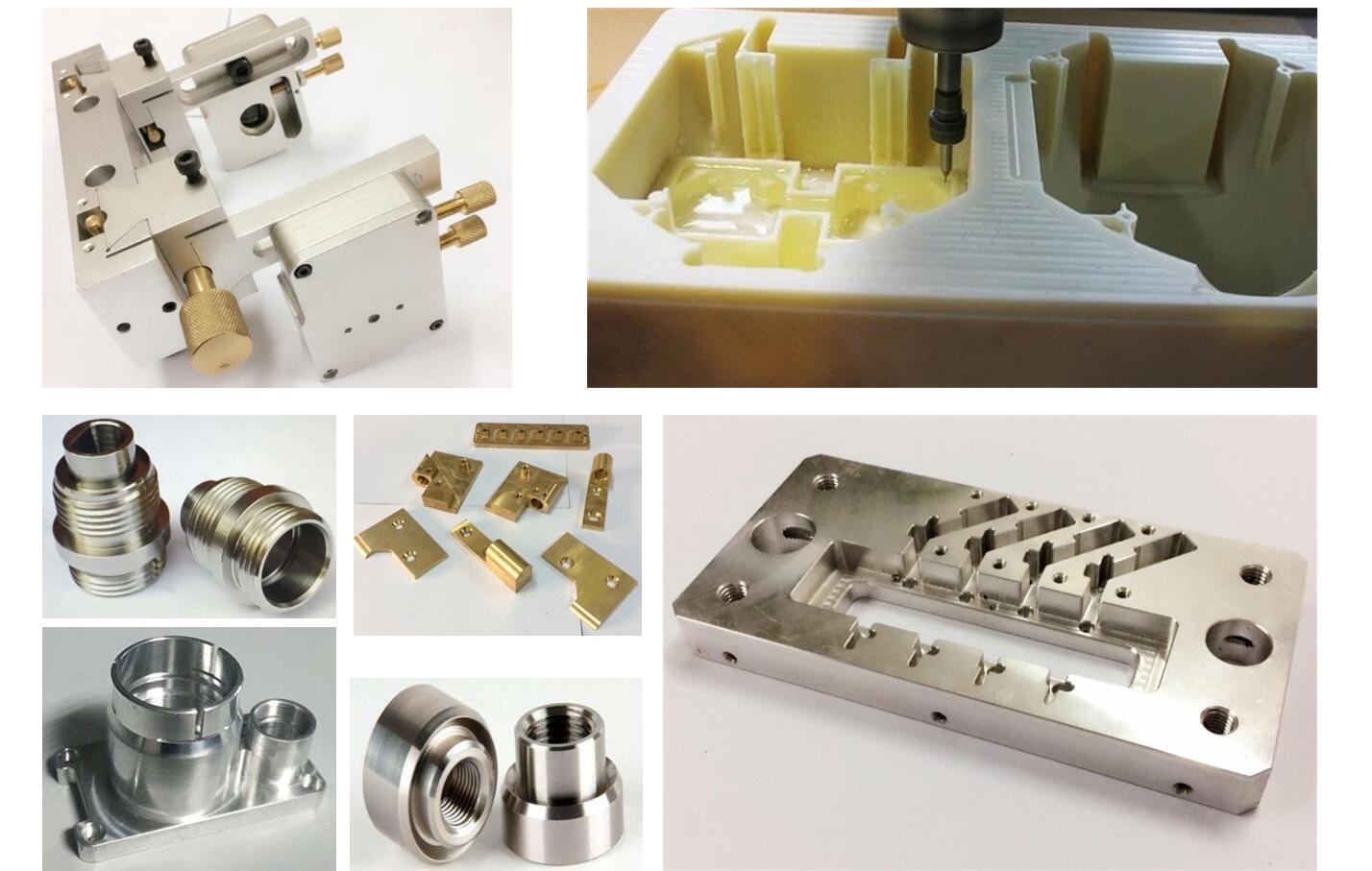
Пластиковые детали для инъекций djmolding, показывающие,включая
Литые пластиковые детали
Формованные детали & напечатанный
Вставить формованные детали
Металлические детали, обработанные с ЧПУ
Обработанные детали прототипа


 Все представленные продукты производятся компанией Djmolding. литье пластмасс под давлением.
Все представленные продукты производятся компанией Djmolding. литье пластмасс под давлением.
Литье под давлением - наиболее часто используемый производственный процесс для изготовления пластмассовых деталей.. Широкий ассортимент продукции производится методом литья под давлением., которые сильно различаются по размеру, сложность, и приложение. Процесс литья под давлением требует использования термопластавтомата., необработанный пластиковый материал, и плесень. Пластик плавится в термопластавтомате, а затем впрыскивается в форму., где он остывает и затвердевает в финальную часть. Шаги в этом процессе описаны более подробно в следующем разделе..
Литье под давлением используется для производства тонкостенных пластмассовых деталей для самых разных сфер применения., один из самых распространенных - пластиковые корпуса. Пластиковый корпус представляет собой тонкостенный корпус., часто требуя многих ребра а также боссы по интерьеру. Эти корпуса используются в различных продуктах, включая бытовую технику., бытовая электроника, электроинструменты, и как автомобильные приборные панели. Другие распространенные тонкостенные изделия включают различные типы открытых контейнеров., такие как ведра. Литье под давлением также используется для производства нескольких предметов повседневного обихода, таких как зубные щетки или небольшие пластмассовые игрушки.. Многие медицинские устройства, включая клапаны и шприцы, изготавливаются также методом литья под давлением.
Цикл процесса
Процесс цикл для литья под давлением очень короткий, обычно между 2 секунды и 2 минут, и состоит из следующих четырех этапов:
- Зажим – Перед впрыском материала в форму, две половины формы сначала должны быть надежно закрыты зажимным устройством.. Каждая половина формы прикреплена к литьевой машине, а одна половина может скользить.. Зажимной блок с гидравлическим приводом сдвигает половинки формы вместе и оказывает достаточное усилие, чтобы форма была надежно закрыта во время впрыска материала.. Время, необходимое для закрытия и зажима формы, зависит от машины. – машины большего размера (те, у кого больше зажимные силы) потребуется больше времени. Это время можно оценить по время сухого цикла машины.
- Инъекция – Необработанный пластиковый материал, обычно в виде гранул, подается в термопластавтомат, и продвигается к форме с помощью узла впрыска. Во время этого процесса, материал плавится под действием тепла и давления. Затем расплавленный пластик очень быстро впрыскивается в форму, и накопление давления набухает и удерживает материал.. Количество закачиваемого материала называется выстрелил. Время впрыска трудно рассчитать точно из-за сложного и меняющегося потока расплавленного пластика в форму.. Однако, время впрыска можно оценить по объему выстрела, давление впрыска, и мощность впрыска.
- Охлаждение – Расплавленный пластик, находящийся внутри формы, начинает остывать, как только он соприкасается с внутренними поверхностями формы.. Как остывает пластик, он затвердеет в форме желаемой детали. Однако, во время охлаждения некоторые усадка части может произойти. Упаковка материала на стадии впрыска позволяет дополнительному материалу течь в форму и уменьшать видимую усадку.. Форму нельзя открыть, пока не истечет необходимое время охлаждения.. Время охлаждения можно оценить по нескольким термодинамическим свойствам пластика и пластика.максимальная толщина стенки части.
- Выброс – По прошествии достаточного времени, Охлажденная часть может быть выброшена из формы с помощью системы выталкивания, который прикреплен к задней половине формы. Когда форма открыта, используется механизм выталкивания детали из формы. Для выталкивания детали необходимо приложить усилие, так как во время охлаждения деталь сжимается и прилипает к форме.. Для облегчения выброса детали, смазка для пресс-формы может быть распылена на поверхности полости пресс-формы перед впрыском материала.. Время, необходимое для открытия формы и извлечения детали, можно оценить по время сухого цикла машины и должно включать время, необходимое для того, чтобы деталь выпала из формы.. Как только деталь будет выброшена, форма может быть закрыта для следующего выстрелил быть введенным.
После цикла литья под давлением, некоторые Постобработка обычно требуется. Во время охлаждения, материал в каналах формы затвердеет, прикрепившись к детали. Этот лишний материал, вместе с любыми вспышка это произошло, необходимо обрезать от детали, обычно с помощью фрез. Для некоторых видов материала, такие как термопласты, отходы, образующиеся в результате этой обрезки, можно переработать, поместив в пластмассовую шлифовальную машину., также называемые измельчителями или грануляторами, который измельчает скрап в гранулы. Из-за некоторого ухудшения свойств материала, измельченный материал должен быть смешан с сырьем надлежащим образом. коэффициент измельчения для повторного использования в процессе литья под давлением.