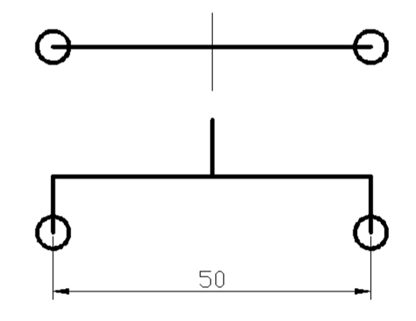
1. Определяем количество полостей и их расположение
Обычно , Определяем количество полостей и их расположение; Определяем количество полостей и их расположение (отсутствие требований к точности) простая форма и массовое производство, Если используется многогнездная пресс-форма, он может обеспечить уникальные превосходные условия и значительно повысить эффективность производства. Количество полостей можно определить в зависимости от размера модели.. Пластиковая деталь требует большей точности, который представляет собой высокоточную пластиковую деталь, а дальше зависит от размера пластиковой детали. Структура штампа с одномодовым и двухтипным. Расположение полости показано на следующем рисунке..
2. Определение структуры пресс-формы
1. Многогнездная пресс-форма с одной поверхностью разъема: можно использовать небольшие пластмассовые детали с низким качеством внешнего вида и общей точностью размеров.
2.Многогнездная и многоразъемная пресс-форма: в этой конструкции можно использовать небольшие пластиковые детали с высоким качеством внешнего вида и общей точностью размеров. Пластиковые детали требуют высокого качества внешнего вида и представляют собой небольшие пластмассовые детали с высокой точностью размеров.. Следовательно, может быть принят дизайн многополостной и однораздельной поверхности. Из пластиковых деталей, легко увидеть положение поверхности разъема пресс-формы, установка механизма прорыва и положение ворот. Поверхность разъема — это вертикальная поверхность разъема одной поверхности разъема..
Наиболее часто используемые формы ворот следующие::
Первые боковые ворота. Этот тип затвора знаком работникам инжекционного процесса и более удобен в обработке на производстве., но недостатком является то, что поток бегуна длинный и потери тепла высоки, так что легко произвести очевидные следы связующего. Если его улучшить, Размер литника нужно увеличить, но тогда отдача литниковой части увеличивается. во-вторых, входная часть пластика должна быть зачищена, что увеличивает время работы по снятию заусенцев и наносит ущерб красоте окружающей территории. Вторые - точечные ворота. Когда вводят пластик, У точечных ворот, часть кинетической энергии преобразуется в тепловую энергию в высокоскоростной полости впрыска, так что теплопотери пластика в рандеву меньше чем у боковых ворот, так что фьюжн лучше на рандеву. След сварки не очевиден. Его недостаток в том, что на передней части пластиковой части останется след горящего рта., что повлияет на красоту пластиковой детали, и полость должна быть перемещена, чтобы удалить материал затвора точечного затвора. Из-за большого веса полости, Следовательно, не удобно двигаться. В-третьих, объединить преимущества и недостатки двух вышеупомянутых форм ворот и принять сдвиговые ворота.. Потому что боковая стенка пластиковой детали находится далеко от поперечных ворот, очень сложно реализовать подачу материала непосредственно на боковую стенку, поэтому был добавлен новый шлюз поддержки процесса. Такая форма ворот имеет следующие основные преимущества: первый, на поверхности пластиковой детали нет следов от ворот, и на внешней поверхности нет очевидных следов сварки. Так что качество внешнего вида лучше. Второй, положение и количество ворот можно увеличить за счет качества пластиковых деталей. Форму удобно модифицировать, уменьшая или изменяя положение ворот.. В третьих, в то время как пластиковые детали выбрасываются, ворота разрезаны и отрезаны. Согласно принципу пластического течения, насколько это возможно, установлены два створчатых затвора, чтобы отрезать литник, а технологический вспомогательный затвор можно снять вручную.
Контакт:
Человек: Джеймс Юань
Компания: JasonMould Industrial Company Limited
Добавлять: Деревня ЛонгГанг,LongXi Town,Округ БоЛуо,Город Хуэйчжоу,Провинция Гуандонг, Китай
Тел.: 86-752-6682869
Электронное письмо: [email protected]
Сайт:ПК должен находиться на чистом воздухе://ПК должен находиться на чистом воздухе
