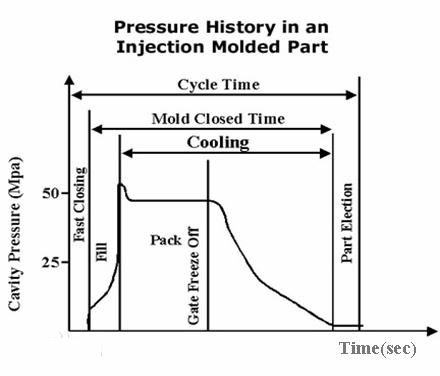
1、Áp suất phun
Áp suất phun được cung cấp bởi hệ thống thủy lực của hệ thống ép phun. Áp suất của xi lanh thủy lực được truyền đến nhựa nóng chảy thông qua trục vít của máy ép phun. Sự nóng chảy nhựa được đẩy bởi áp suất, và thông qua vòi phun của máy ép phun, nó đi vào đường thẳng đứng của khuôn. Và qua cánh cổng vào khoang khuôn, quá trình này là quá trình ép phun, hay được gọi là quá trình làm đầy. Sự tồn tại của áp suất là để vượt qua lực cản trong quá trình dòng chảy nóng chảy, hoặc ngược lại, Lực cản trong quá trình chảy cần được bù đắp bằng áp suất của máy ép phun để đảm bảo quá trình chiết rót diễn ra suôn sẻ.
Trong quá trình ép phun, áp suất tại vòi phun của máy ép phun là cao nhất để vượt qua sức cản của dòng chảy trong toàn bộ quá trình nung chảy. Sau đó, áp suất giảm dần dọc theo chiều dài dòng chảy đến mặt sóng phía trước của sự tan chảy. Nếu khí thải bên trong khoang tốt, áp suất cuối cùng ở đầu trước của sự nóng chảy là áp suất khí quyển.
Có nhiều yếu tố ảnh hưởng đến áp suất làm đầy nóng chảy. Có ba loại yếu tố vật chất, chẳng hạn như loại nhựa, độ nhớt và các yếu tố cấu trúc khác, chẳng hạn như loại, số lượng và vị trí của hệ thống rót, hình dạng khoang khuôn và độ dày của sản phẩm, vv. 3 yếu tố công nghệ đúc.
2、 Thời gian tiêm
Thời gian phun ở đây đề cập đến thời gian cần thiết để nhựa tan chảy lấp đầy khoang, không bao gồm thời gian mở và đóng khuôn. Mặc dù thời gian phun rất ngắn và ít ảnh hưởng đến chu kỳ tạo hình, Việc điều chỉnh thời gian phun đóng một vai trò lớn trong việc kiểm soát áp suất của cổng, Á hậu và khoang. Thời gian tiêm hợp lý rất hữu ích cho việc làm đầy tan chảy lý tưởng, và điều rất quan trọng là phải cải thiện chất lượng bề mặt của sản phẩm và giảm dung sai kích thước.
Thời gian phun thấp hơn nhiều so với thời gian làm mát, no noi vêgi 1 / 10 / 1 / 15 của thời gian làm mát, có thể được sử dụng làm cơ sở để dự đoán toàn bộ thời gian đúc của các bộ phận nhựa. Trong phân tích dòng chảy của khuôn, thời gian phun trong kết quả phân tích chỉ bằng thời gian phun được đặt trong điều kiện công nghệ khi quá trình nóng chảy hoàn toàn được dẫn động bởi chuyển động quay của trục vít để lấp đầy khoang. Nếu công tắc điều khiển áp suất trục vít xảy ra trước khi khoang được lấp đầy, kết quả phân tích sẽ lớn hơn việc thiết lập các điều kiện quy trình.
3、nhiệt độ tiêm
Nhiệt độ phun là một yếu tố quan trọng ảnh hưởng đến áp suất phun. Có 5 ~ 6 phần gia nhiệt trong xi lanh ép phun, và mỗi nguyên liệu có nhiệt độ xử lý thích hợp riêng (để biết chi tiết, vui lòng tham khảo dữ liệu do nhà cung cấp vật liệu cung cấp. Nhiệt độ tiêm phải được kiểm soát trong một phạm vi nhất định. Nhiệt độ quá thấp, sự dẻo hóa kém của sự tan chảy, ảnh hưởng đến chất lượng của các bộ phận hình thành, tăng độ khó của quá trình; nhiệt độ quá cao, nguyên liệu thô dễ phân hủy. Trong quá trình ép phun thực tế, nhiệt độ phun thường cao hơn nhiệt độ của xi lanh, và giá trị cao hơn liên quan đến tốc độ phun và các đặc tính của vật liệu, và nhiệt độ tối đa lên đến 30 ℃ Điều này là do lượng nhiệt cao gây ra bởi sự cắt đứt của chất nóng chảy qua lỗ tiếp liệu. Có hai cách để bù đắp cho sự khác biệt này trong phân tích dòng chảy của khuôn, một là cố gắng đo nhiệt độ khi chất tan chảy được bơm vào khoảng trống, và cách khác là bao gồm vòi phun trong quá trình mô hình hóa.
4、Áp lực giữ áp suất và thời gian
Vào cuối quá trình ép phun, vít ngừng quay và chỉ di chuyển về phía trước. Trong quá trình giữ áp suất, các vòi phun của máy ép phun liên tục cấp vào khoang để lấp đầy thể tích trống do sự co ngót của các bộ phận. Nếu khoang được lấp đầy mà không giữ áp suất, phần sẽ thu nhỏ lại 25%, đặc biệt là do độ co rút của sườn quá lớn tạo thành vết co rút. Áp lực giữ áp suất nói chung là về 85% áp suất làm đầy tối đa, mà tất nhiên cần được xác định theo tình hình thực tế.
5、Áp suất ngược
Áp suất ngược là áp lực cần phải vượt qua khi trục vít đảo chiều và thu hồi vật liệu. Áp suất ngược cao tốt cho sự phân tán màu sắc và nấu chảy nhựa, nhưng nó cũng kéo dài thời gian co vít, giảm chiều dài của sợi nhựa và tăng áp suất của máy ép phun. Vì vậy, áp lực trở lại nên thấp hơn, nói chung là ít hơn 20 các bộ phận của áp suất phun. Bọt phun, áp suất ngược phải cao hơn áp suất hình thành khí, nếu không vít sẽ bị đẩy ra khỏi thùng. Một số máy phun có thể lập trình áp suất ngược để bù cho việc giảm chiều dài trục vít trong quá trình nấu chảy, làm giảm nhiệt đầu vào và giảm nhiệt độ. Tuy nhiên, bởi vì kết quả của sự thay đổi này rất khó ước tính, rất khó để điều chỉnh máy cho phù hợp.
Giới thiệu về Công ty TNHH Công nghiệp JasonMould
Jasonmould là nhà sản xuất khuôn nhựa- khuôn ép, khuôn đúc chết, đúc thổi nhựa, đúc quay, Y khoa ép nhựa, hai lần bắn ép nhựa, chèn khuôn, quá nhiều, ép kim loại, ép phun vi mô, ép phun bột, ép phun gốm, ép phun chất lỏng, ép phun khàn khàn, khuôn gia dụng, khuôn đúc, công cụ khuôn chết, khuôn tùy chỉnh, khuôn Trung Quốc, công cụ tạo mẫu nhanh, dụng cụ tạo mẫu nhựa, dụng cụ bấm lỗ, chết và dụng cụ cho các bộ phận điện thoại di động / điện thoại di động, phụ tùng ô tô, máy hút bụi, công cụ có thể sạc lại, điện thoại, máy photocopy, máy vi tính, loa đa phương tiện, và nhiều sản phẩm điện tử, đồ gia dụng khác. Và cũng là một nhà sản xuất sản phẩm nhựa- bộ phận nhựa, bồn nước nhựa, bóng nhựa, hộp đựng bằng nhựa, khóa nhựa, neo nhựa, Móc treo bằng nhựa, muỗng nhựa, lắp ống nhựa, khối nhựa, bộ đồ ăn bằng nhựa, ly nhựa, chai nhựa, khay nhựa, hộp đựng mỹ phẩm bằng nhựa, hộp nhựa, hộp nhựa đựng thực phẩm, ghế nhựa, mũ nhựa, đóng nắp nhựa, ống nhựa, ống nước nhựa, núm nhựa, ống nhựa, hộp nhựa tiện ích, giá đỡ nhựa và như vậy.
Tiếp xúc:
Người: James Yuan
Công ty: Công ty TNHH Công nghiệp JasonMould
Thêm vào:LongGangVillage,LongXiTown,BoLuoCounty,HuiZhouCity,Tỉnh Quảng Đông, Trung Quốc
ĐT: 86-752-6682869
E-mail: [email protected]
