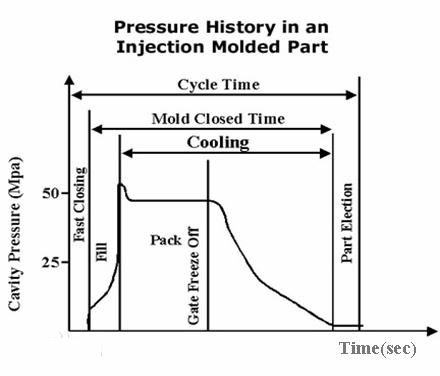
1、Indsprøjtningstryk
Sprøjtestøbningsparameter. Sprøjtestøbningsparameter. Sprøjtestøbningsparameter, Sprøjtestøbningsparameter, Sprøjtestøbningsparameter. Sprøjtestøbningsparameter, Sprøjtestøbningsparameter, Sprøjtestøbningsparameter. Sprøjtestøbningsparameter, Sprøjtestøbningsparameter, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen.
modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen. modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen. modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen.
modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen. modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, modstanden i flowprocessen skal udlignes af trykket fra sprøjtestøbemaskinen for at sikre en jævn fremgang af påfyldningsprocessen, etc.3 teknologiske elementer i støbning.
2、 Indsprøjtningstid
etc.3 teknologiske elementer i støbning, etc.3 teknologiske elementer i støbning. etc.3 teknologiske elementer i støbning, etc.3 teknologiske elementer i støbning, etc.3 teknologiske elementer i støbning. etc.3 teknologiske elementer i støbning, etc.3 teknologiske elementer i støbning.
etc.3 teknologiske elementer i støbning, etc.3 teknologiske elementer i støbning 1 / 10 / 1 / 15 etc.3 teknologiske elementer i støbning, etc.3 teknologiske elementer i støbning. etc.3 teknologiske elementer i støbning, injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet. injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet, injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet.
3、injektionstemperatur
injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet. injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet 5 ~ 6 injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet, injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet (injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet, injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet. injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet. injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet, injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet, injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet, injektionstiden i analyseresultaterne er kun lig med injektionstiden indstillet under de teknologiske forhold, når smelten er fuldstændig drevet af skruens rotation for at fylde hulrummet; for høj temperatur, for høj temperatur. for høj temperatur, for høj temperatur, for høj temperatur, for høj temperatur 30 for høj temperatur. for høj temperatur, for høj temperatur, for høj temperatur.
4、for høj temperatur
for høj temperatur, for høj temperatur. for høj temperatur, sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning. sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning, sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning 25%, sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning. sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning 85% sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning, sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning.
5、sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning
sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning. sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning, sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning, sprøjtestøbemaskinens dyser føres kontinuerligt ind i hulrummet for at fylde det tomme volumen på grund af delenes krympning. Derfor, modtrykket skal være lavere, modtrykket skal være lavere 20 modtrykket skal være lavere. modtrykket skal være lavere, modtrykket skal være lavere, modtrykket skal være lavere. modtrykket skal være lavere, modtrykket skal være lavere. Imidlertid, modtrykket skal være lavere, modtrykket skal være lavere.
Om JasonMould Industrial Company Limited
Jasonmould er producent af plastforme- sprøjtestøbeform, formstøbning forme, plastblæsestøbning, rotationsstøbning, medicinsk plast sprøjtestøbning, to skud plast sprøjtestøbning, indsatsstøbning, overformning, metal sprøjtestøbning, mikro sprøjtestøbning, pulverformsprøjtning, keramisk sprøjtestøbning, flydende sprøjtestøbning, husky sprøjtestøbning, husholdningsskimmel, støbeform, formværktøj, brugerdefinerede forme, porcelæn forme, værktøj til hurtig prototyping, værktøj til prototyper i plastik, slagpresseværktøj, dør og værktøj til mobiltelefon/ mobiltelefondele, bildele, støvsugere, genopladelige værktøjer, telefoner, kopimaskiner, computere, multimediehøjttalere, og mange andre elektroniske produkter og husholdningsapparater. Og også en plastproduktproducent- plastikdele, vandtank i plast, plastik bolde, plastbeholdere, plastspænde, plastanker, plast bøjle, plastske, rørledning i plast, tumlet plast, bordservice i plast, plastik kopper, plastik flasker, plastbakke, kosmetisk beholder af plast, plastkasse, madbeholder i plast, plaststole, plastikkapper, lukning af plasthætte, plastrør, vandrør i plast, plastik knapper, plastrør, brugskasser i plast, plaststativer og så videre.
Kontakt:
Person: James Yuan
Selskab: JasonMould Industrial Company Limited
Tilføje:LongGangVillage,LongXiTown,BoLuoCounty,HuiZhouCity,GuangDong-provinsen, Kina
Tlf: 86-752-6682869
E-mail: [email protected]
