1. Bepaal het aantal holtes en hun rangschikking
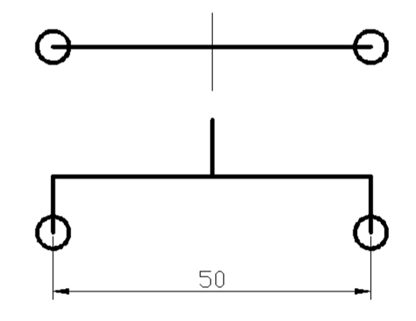
Over het algemeen , kleine plastic onderdelen met hoge precisie-eisen en middelgrote en grote plastic onderdelen hebben de voorkeur om de structuur van één mal en één holte aan te nemen;; voor kleine plastic onderdelen met lage precisie-eisen (geen passende precisie-eisen) eenvoudige vorm en massaproductie, Als de mal met meerdere holtes wordt gebruikt:, het kan unieke superieure omstandigheden bieden en de productie-efficiëntie aanzienlijk verbeteren;. Het aantal holtes kan worden bepaald op basis van de grootte van het model. Het plastic onderdeel vereist een hogere precisie, wat een kunststof onderdeel met hoge precisie is, en hangt dan af van de grootte van het plastic onderdeel. Matrijsstructuur met één-modus en twee-type;. De opstelling van de holte is zoals weergegeven in de volgende afbeelding:.
2. Bepaling van de vormstructuur:
1. Multi-cavity enkele scheidingsoppervlak mal: kleine plastic onderdelen met een lage uiterlijke kwaliteit en algemene maatnauwkeurigheid kunnen worden gebruikt.
2.Multi-cavity en multi-parting oppervlaktevorm: kleine plastic onderdelen met een hoge uiterlijke kwaliteit en algemene maatnauwkeurigheid kunnen in deze structuur worden gebruikt;. De plastic onderdelen vereisen een hoge uiterlijke kwaliteit en zijn kleine plastic onderdelen met een hoge maatprecisie. Daarom, het ontwerp van een oppervlak met meerdere holtes en een enkelvoudig scheidend oppervlak kan worden aangenomen;. Van de plastic onderdelen, het is gemakkelijk om de positie van het scheidingsoppervlak van de mal te zien, de instelling van het uitbreekmechanisme en de positie van de poort. Het scheidingsoppervlak is het verticale scheidingsoppervlak van het enkele scheidingsoppervlak.
De meest gebruikte poortvormen zijn als volgt::
De eerste is de zijpoort. Dit type poort is bekend bij de werknemers van het injectieproces en is gemakkelijker te verwerken tijdens de fabricage, maar het nadeel is dat de runnerstroom lang is en het warmteverlies hoog is, dus het is gemakkelijk om duidelijke sporen van bindmiddel te produceren. Als het verbeterd moet worden, De maat van de sprue moet worden vergroot, maar dan neemt de terugkeer van het sprue-gedeelte toe. ten tweede, het inlaatgedeelte van het plastic moet worden ontbraamd, wat de werkuren van het ontbramen verhoogt en de schoonheid van de omgeving schaadt. De tweede is de puntpoort. Wanneer het plastic wordt geïnjecteerd, Bij de puntpoort, een deel van de kinetische energie wordt omgezet in warmte-energie bij de hogesnelheidsinjectieholte, dus het warmteverlies van het plastic op het rendez-vous is minder dan dat van de zijpoort, dus de fusie is beter op het rendez-vous. Het lasmerk is niet duidelijk. Het nadeel is dat de voorkant van het plastic deel een teken van de brandende mond achterlaat, wat de schoonheid van het plastic onderdeel zal beïnvloeden, en de holte moet worden verplaatst om het poortmateriaal van de puntpoort te verwijderen. Vanwege het zware gewicht van de holte, Daarom, het is niet handig om te verhuizen. De derde is om de voor- en nadelen van de bovenstaande twee poortvormen te integreren en de schuifpoort aan te nemen. Omdat de zijwand van het plastic onderdeel ver van de dwarspoort is verwijderd, het is erg moeilijk om de materiaaltoevoer direct op de zijwand te realiseren, dus er is een nieuwe procesondersteuningspoort toegevoegd. Dit soort poortvorm heeft de volgende belangrijke voordelen:: eerst, er is geen poortspoor op het oppervlak van het plastic onderdeel;, en er is geen duidelijke lasmarkering op het buitenoppervlak;. Dus de kwaliteit van het uiterlijk is beter!. het ontwikkelen van intelligente oppervlakteontwerptechnologie, de positie en hoeveelheid van de poort kan worden verhoogd door de kwaliteit van de plastic onderdelen. Het is handig om de mal aan te passen door de positie van de poort te verkleinen of te veranderen. Sommige praktijken in het buitenland bij het 3D-ontwerp van matrijzen zijn onze referentie waard, terwijl de plastic onderdelen worden uitgeworpen, de poort is afgesneden en afgesneden. Volgens het principe dat de plasticstroom zoveel mogelijk consistent is, twee schuifpoorten zijn opgesteld om de spruw af te snijden, en de technologische hulppoort kan met de hand worden verwijderd.
Contact:
Persoon: James Yuan
Bedrijf: JasonMould Industrial Company Limited
Toevoegen: LongGang Village,LongXi Town,BoLuo County,HuiZhou-stad,Provincie GuangDong, China
Tel: 86-752-6682869
E-mail: [email protected]
website:https://www.jasonmolding.com
