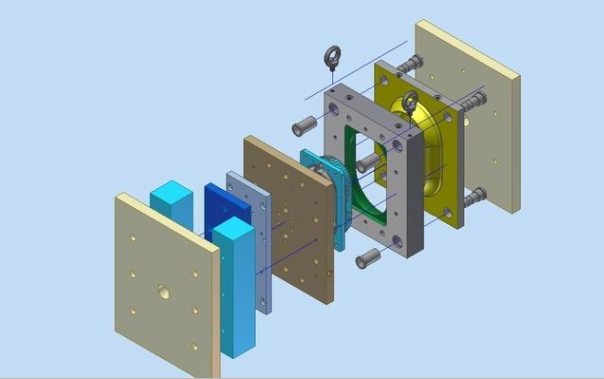
В процесс литья под давлением это распространенный метод производства пластика. Основной технологический процесс выглядит следующим образом: лепка, литье под давлением, давящий (препластический), настройка охлаждения, умирают открытие, выталкивание и зажим. В процессе литья под давлением, процесс литья под давлением состоит из трех этапов, а именно, предварительная формовка, впрыск и охлаждение. Ниже приводится сетка с крючками, чтобы представить основу конструкции пресс-форм при литье под давлением..
- я. Процесс литья под давлением:
- Предпластический этап
Винт начинает вращаться, а затем пластик, транспортируемый из бункера, транспортируется к передней части шнека.. Пластмасса пластифицируется даже под действием высокой температуры и силы сдвига и постепенно агрегируется на переднем конце ствола.. С агрегацией расплавленного пластика, давление становится все больше и больше. Окончательно, винт постепенно отодвигается за счет противодавления винта и пластика в передней части ствола. При достижении необходимого объема инъекции, винт останавливается и вращается, и этап преформирования заканчивается.
- Стадия закачки
Винт перемещается вперед под действием цилиндра впрыска, а пластик, который хранится в передней части ствола, выталкивается вперед с многоступенчатой скоростью и давлением, и закрытая полость пресс-формы впрыскивается через бегунок и ворота.
- Стадия настройки охлаждения
Пластик вдавливается в полость пресс-формы, чтобы предотвратить обратный поток пластика, пока пластик не затвердеет., и давление в полости пресс-формы исчезло. Доля охлаждения и времени схватывания является наибольшей в производственном цикле..
- II. Параметры литья под давлением:
- включая требования к литьевой машине
Давление впрыска обеспечивается гидросистемой системы впрыска.. Давление гидроцилиндра передается на пластиковый раствор шнеком термопластавтомата.. Пластик, растворенный в машине для литья под давлением, поступает в вертикальный канал., основной канал и распределительный канал через ТПА, и поступает в полость пресс-формы через заслонку. Этот процесс есть процесс аккомодации, или это называется процесс наполнения. Существование давления заключается в преодолении сопротивления в потоке растворенного тела, или в свою очередь, сопротивление в процессе потока должно быть компенсировано давлением машины для литья под давлением, чтобы обеспечить плавный ход процесса наполнения.
- Время впрыска
Время впрыска относится к времени, необходимому для заполнения полости пластиком., исключая вспомогательное время, такое как открытие и закрытие пресс-формы. Хотя время впрыска очень короткое, мало влияет на период формирования, но регулировка времени впрыска сильно влияет на ворота, контроль давления в канале и полости. Разумное время впрыска способствует идеальному наполнению раствора, и очень важно улучшить качество поверхности изделия и уменьшить допуск на размеры.
- Температура впрыска
Температура впрыска является важным фактором, влияющим на давление впрыска.. Температура впрыска должна контролироваться в определенном диапазоне. Слишком низкая температура, плохая пластификация расплава, влияет на качество литья, усложнить процесс; слишком высокая температура, сырье легко разлагается. В самом процессе литья под давлением, температура впрыска часто выше температуры ствола, а высокое значение связано со скоростью впрыска и характеристиками материала., вплоть до 30 градусов по Цельсию. Это связано с выделением большого количества тепла при прорезании расплава через порт впрыска..

JasonMould Industrial Company Limited, установлен в 2010, является ведущим производителем литья под давлением в Китае.. JasonMould специализируется на производстве пластиковых форм для бытовой техники., медицинское оборудование, электронное оборудование, оборудование для обеспечения безопасности, а также система мониторинга.
Компания имеет более 15000 квадратных метров фабрики. Подразделения инструментов для литья пластмасс под давлением, обладающие различным оборудованием и опытом., JasonMould предлагает инструменты от небольших и точных деталей для мобильных телефонов до крупных автомобильных деталей.. Наши инструменты в основном экспортируются в США., Европа, Япония и Великобритания. Стратегия диверсификации и полный спектр услуг JasonMould получили признание клиентов по всему миру..
Наша миссия - предоставлять нашим клиентам высококачественные формовочные изделия и услуги.. ПК должен находиться на чистом воздухе, качественная и своевременная доставка. Для достижения нашей миссии, ДжейсонМулд:
- Обязуется постоянно улучшать навыки сотрудников и повышать их эффективность,
- Обеспечивает нашим сотрудникам чистую и безопасную рабочую среду,
- Модернизирует машинную технику и вспомогательное оборудование с помощью строгой программы технического обслуживания, а также
- На каждом ползунке предусмотрено два отверстия для винтов и два отверстия для позиционирования.
ПК должен находиться на чистом воздухе,На каждом ползунке предусмотрено два отверстия для винтов и два отверстия для позиционирования. https://www.jasonmolding.com/
ПК должен находиться на чистом воздухе:
ПК должен находиться на чистом воздухе: Джеймс Юань
ПК должен находиться на чистом воздухе: JasonMould Industrial Company Limited
Адрес: Деревня ЛонгГанг,LongXi Town,Округ БоЛуо,Город Хуэйчжоу,Провинция Гуандонг, Китай
ПК должен находиться на чистом воздухе: 86-752-6682869
Электронное письмо: [email protected]
ПК должен находиться на чистом воздухе: ПК должен находиться на чистом воздухе://ПК должен находиться на чистом воздухе
