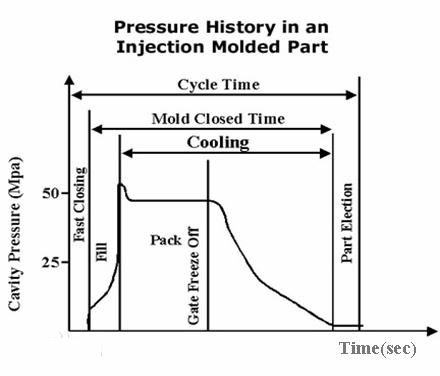
1、Presión de inyección
La presión de inyección es proporcionada por el sistema hidráulico del sistema de moldeo por inyección.. La presión del cilindro hidráulico se transfiere al plástico fundido a través del tornillo de la máquina de moldeo por inyección.. La masa fundida de plástico es empujada por la presión., y a través de la boquilla de la máquina de moldeo por inyección, entra en el paso vertical del molde. Y a través de la puerta en la cavidad del molde., este proceso es el proceso de moldeo por inyección, o llamado el proceso de llenado. La existencia de presión es para superar la resistencia en el proceso de flujo de fusión., o por el contrario, la resistencia en el proceso de flujo debe compensarse con la presión de la máquina de moldeo por inyección para garantizar el progreso sin problemas del proceso de llenado.
En el proceso de moldeo por inyección, la presión en la boquilla de la máquina de moldeo por inyección es la más alta para superar la resistencia al flujo en toda la masa fundida. Luego, la presión disminuye gradualmente a lo largo de la longitud del flujo hasta el frente de onda frontal de la masa fundida.. Si el escape dentro de la cavidad es bueno., La presión final en el extremo frontal de la masa fundida es la presión atmosférica..
Hay muchos factores que influyen en la presión de llenado del material fundido.. Hay tres tipos de factores materiales., como el tipo de plástico, viscosidad y otros factores estructurales, como tipo, Número y posición del sistema de vertido., Forma de la cavidad del molde y espesor del producto., etc.3 elementos tecnológicos de moldeo..
2、 tiempo de inyección
El tiempo de inyección aquí se refiere al tiempo necesario para que el plástico fundido llene la cavidad., excluyendo el tiempo de apertura y cierre del molde. Aunque el tiempo de inyección es muy corto y tiene poco efecto en el ciclo de formación., El ajuste del tiempo de inyección juega un papel importante en el control de la presión de la compuerta., corredor y cavidad. El tiempo de inyección razonable es útil para el llenado ideal de masa fundida., y es muy importante mejorar la calidad superficial de los productos y reducir la tolerancia dimensional.
El tiempo de inyección es mucho menor que el tiempo de enfriamiento., lo cual es sobre 1 / 10 / 1 / 15 del tiempo de enfriamiento, que se puede utilizar como base para predecir todo el tiempo de moldeo de las piezas de plástico. En el análisis del flujo del molde., el tiempo de inyección en los resultados del análisis es igual al tiempo de inyección establecido en las condiciones tecnológicas solo cuando la masa fundida es impulsada completamente por la rotación del tornillo para llenar la cavidad. Si el interruptor de control de presión del tornillo ocurre antes de que se llene la cavidad, El resultado del análisis será mayor que el establecimiento de las condiciones del proceso..
3、temperatura de inyección
La temperatura de inyección es un factor importante que afecta la presión de inyección. Existen 5 ~ 6 secciones de calentamiento en el cilindro de moldeo por inyección, Y cada material tiene su propia temperatura de procesamiento adecuada. (para detalles, consulte los datos proporcionados por el proveedor del material. La temperatura de inyección debe controlarse dentro de un cierto rango.. temperatura demasiado baja, mala plastificación de la masa fundida, afectar la calidad de las piezas formadas, aumentar la dificultad del proceso; temperatura demasiado alta, Las materias primas son fáciles de descomponer.. En el proceso de moldeo por inyección real, La temperatura de inyección suele ser superior a la del cilindro., y el valor más alto está relacionado con la velocidad de inyección y las propiedades del material., y la temperatura máxima es de hasta 30 ℃. Esto se debe a la gran cantidad de calor causada por el corte de la masa fundida a través del orificio de alimentación.. Hay dos formas de compensar esta diferencia en el análisis del flujo del molde., Una es intentar medir la temperatura cuando la masa fundida se inyecta en el vacío., y el otro es incluir la boquilla en el proceso de modelado..
4、Presión manteniendo la presión y el tiempo.
Al final del proceso de moldeo por inyección., el tornillo deja de girar y solo avanza. En el proceso de mantener la presión., Las boquillas de la máquina de moldeo por inyección alimentan continuamente la cavidad para llenar el volumen vacío debido a la contracción de las piezas.. Si la cavidad se llena sin mantener la presión, la pieza se encogerá 25%, especialmente porque la contracción de la nervadura es demasiado grande para formar un rastro de contracción. La presión de mantenimiento de la presión es generalmente de aproximadamente 85% de la presión máxima de llenado, que por supuesto debe determinarse de acuerdo con la situación real.
5、contrapresión
La contrapresión es la presión que se debe superar cuando el tornillo invierte y recupera el material.. La alta contrapresión es buena para la dispersión del color y la fusión del plástico., pero también prolonga el tiempo de contracción del tornillo., Reduce la longitud de la fibra plástica y aumenta la presión de la máquina de moldeo por inyección.. Por lo tanto, la contrapresión debe ser menor, generalmente menos que 20 partes de la presión de inyección. Espuma de inyección, La contrapresión debe ser mayor que la presión de formación de gas., De lo contrario, el tornillo se saldrá del cañón.. Algunas máquinas de inyección pueden programar la contrapresión para compensar la longitud reducida del tornillo durante la fusión., lo que reduce el aporte de calor y reduce la temperatura.. Sin embargo, porque el resultado de este cambio es difícil de estimar, es difícil ajustar la máquina en consecuencia.
Acerca de JasonMould Industrial Company Limited
Jasonmould es un fabricante de moldes de plástico.- molde de inyección, moldes de fundición a presión, moldeo por soplado de plástico, moldeo rotacional, médico moldeo por inyección de plástico, dos disparos moldeo por inyección de plástico, moldeado de inserción, sobremoldeo, moldeo por inyección de metal, micro moldeo por inyección, moldeo por inyección de polvo, moldeo por inyección de cerámica, moldeo por inyección de líquido, moldeo por inyección husky, molde del hogar, molde de fundición, morir herramienta de molde, moldes personalizados, moldes de porcelana, herramientas de creación rápida de prototipos, herramientas de creación de prototipos de plástico, herramientas de punzonadora, matriz y herramientas para piezas de teléfonos móviles / celulares, piezas de automóviles, aspiradoras, herramientas recargables, telefonos, fotocopiadoras, ordenadores, altavoces multimedia, y muchos otros productos electrónicos y electrodomésticos.. Y también un fabricante de productos de plástico.- Partes plásticas, tanque de agua de plástico, bolas de plastico, contenedores de plástico, hebilla de plastico, ancla de plastico, percha de plastico, cuchara de plástico, accesorio de tubería de plástico, caída de plástico, vajilla de plastico, copas de plástico, botellas de plástico, bandeja de plástico, envase cosmético de plástico, Contendor de plastico, recipiente de plástico para alimentos, sillas de plastico, Tapas de plástico, cierre de tapa de plástico, tubos de plastico, tuberías de agua de plástico, perillas de plástico, tubo de plastico, cajas de plástico para uso general, rejillas de plástico, etc..
Contacto:
Persona: James Yuan
Empresa: JasonMould Industrial Company Limited
Agregar:LongGangVillage,LongXiTown,BoLuoCounty,HuiZhouCity,La provincia de Guangdong, porcelana
Tel: 86-752-6682869
Correo electrónico: [email protected]
