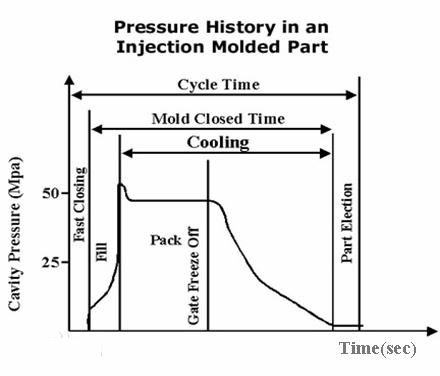
1、射出圧力
射出圧力は、射出成形システムの油圧システムによって提供されます. 油圧シリンダーの圧力は、射出成形機のスクリューを介してプラスチック溶融物に伝達されます. プラスチック溶融物は圧力によって押されます, 射出成形機のノズルから, 金型の垂直通路に入ります. そしてゲートを通って金型キャビティに入る, このプロセスは射出成形プロセスです, または充填プロセスと呼ばれます. 圧力の存在は、メルトフロープロセスの抵抗を克服することです, または逆に, 充填プロセスをスムーズに進めるには、フロープロセスの抵抗を射出成形機の圧力で相殺する必要があります。.
射出成形プロセスで, 射出成形機のノズルの圧力は、溶融樹脂全体の流動抵抗を克服するために最も高くなります。. 次に、圧力は、溶融物の前波面までの流れの長さに沿って徐々に減少します。. キャビティ内の排気が良好な場合, 溶融物の前端の最終圧力は大気圧です.
溶融充填圧力に影響を与える多くの要因があります. 重要な要素は3種類あります, プラスチックタイプなど, 粘度およびその他の構造的要因, タイプなど, 注湯システムの数と位置, 金型キャビティの形状と製品の厚さ, etc.3成形の技術的要素.
2、 射出時間
ここでの射出時間とは、プラスチック溶融物がキャビティを満たすのに必要な時間を指します。, 金型の開閉時間を除く. 射出時間は非常に短く、成形サイクルにはほとんど影響しませんが, 射出時間の調整は、ゲートの圧力制御に大きな役割を果たします, ランナーとキャビティ. 適度な射出時間は、溶融樹脂の理想的な充填に役立ちます, 製品の表面品質を改善し、寸法公差を減らすことが非常に重要です.
射出時間は冷却時間よりはるかに短い, これは約 1 / 10 / 1 / 15 冷却時間の, これは、プラスチック部品の全体の成形時間を予測するための基礎として使用できます。. 金型流動の解析において, 解析結果の射出時間は、溶融樹脂がスクリューの回転によって完全に駆動されてキャビティを充填する場合にのみ、技術条件で設定された射出時間と等しくなります。. キャビティが充填される前にスクリュー圧力制御スイッチが発生した場合, 分析結果は、プロセス条件の設定よりも大きくなります.
3、射出温度
射出温度は射出圧力に影響を与える重要な要素です. がある 5 〜 6 射出成形シリンダーの加熱セクション, そして各材料はそれ自身の適切な処理温度を持っています (詳細については, 材料サプライヤーから提供されたデータを参照してください. 射出温度は一定の範囲内に制御する必要があります. 気温が低すぎる, 溶融物の可塑化が不十分, 成形部品の品質に影響を与える, プロセスの難易度を上げる; 温度が高すぎる, 原材料は分解しやすいです. 実際の射出成形プロセスでは, 射出温度は通常、シリンダーの射出温度よりも高くなります, 高い値は、射出率と材料の特性に関連しています, 最高温度は 30 ℃。これは、供給穴を通る溶融物のせん断によって引き起こされる大量の熱によるものです。. モールドフロー解析でこの違いを補うには2つの方法があります, 1つは、溶融樹脂がボイドに注入されたときの温度を測定することです。, もう1つは、モデリングプロセスにノズルを含めることです。.
4、圧力維持圧力と時間
射出成形プロセスの最後に, ネジは回転を停止し、前方にのみ移動します. 圧力を維持する過程で, 射出成形機のノズルは、部品の収縮により空のボリュームを埋めるためにキャビティに連続的に供給されます. 圧力を保持せずにキャビティが充填された場合, パーツが縮みます 25%, 特に、リブの収縮が大きすぎて収縮トレースを形成できないためです。. 圧力保持圧力は一般的に約 85% 最大充填圧力の, もちろん、実際の状況に応じて決定する必要があります.
5、背圧
背圧は、スクリューが反転して材料を回収するときに克服する必要のある圧力です。. 高い背圧は、色の分散とプラスチックの溶融に適しています, しかし、それはまた、スクリューの収縮時間を延長します, プラスチック繊維の長さを減らし、射出成形機の圧力を上げます. したがって、, 背圧は低くする必要があります, 一般的に未満 20 射出圧力の一部. インジェクションフォーム, 背圧はガス生成圧力よりも高くする必要があります, そうしないと、スクリューがバレルから押し出されます。. 一部の射出成形機は、溶解中のスクリュー長の短縮を補うために背圧をプログラムできます。, 入熱を減らし、温度を下げます. しかしながら, この変更の結果を見積もるのは難しいためです, それに応じて機械を調整することは困難です.
JasonMould Industrial CompanyLimitedについて
Jasonmouldはプラスチック金型のメーカーです- 射出成形金型, ダイカスト金型, プラスチックブロー成形, 回転成形, 医療 プラスチック射出成形, ツーショット プラスチック射出成形, インサート成形, オーバーモールド, 金属射出成形, マイクロ射出成形, 粉末射出成形, セラミック射出成形, 液体射出成形, ハスキーインジェクションモールディング, 家庭用カビ, 鋳造金型, ダイモールドツール, カスタムモールド, 中国のカビ, ラピッドプロトタイピングツール, プラスチックプロトタイピングツーリング, パンチプレス工具, 携帯電話/携帯電話部品用の金型と工具, 自動車部品, 掃除機, 充電式ツール, 電話, コピー機, コンピューター, マルチメディアスピーカー, および他の多くの電子製品および家電製品. また、プラスチック製品メーカー- プラスチックの部品, プラスチック製の水タンク, プラスチックボール, プラスチック容器, プラスチックバックル, プラスチックアンカー, プラスチックハンガー, プラスチックスプーン, プラスチックパイプフィッティング, プラスチックタンブル, プラスチック製食器, プラスチックのコップ, ペットボトル, プラスチックトレイ, プラスチック化粧品容器, プラスチックケース, プラスチック製の食品容器, プラスチック製の椅子, プラスチックキャップ, プラスチックキャップクロージャー, プラスチックチューブ, プラスチック製の水道管, プラスチック製のノブ, プラスチックチューブ, プラスチック製ユーティリティボックス, プラスチックラックなど.
連絡先:
人: ジェームズ・ユアン
会社: JasonMould Industrial Company Limited
追加:LongGangVillage,LongXiTown,BoLuoCounty,HuiZhouCity,広東省, 中国
電話: 86-752-6682869
Eメール: [email protected]
