Djmoldingはプロです プラスチック射出成形会社.プラスチック射出成形製造は、中国のプラスチック射出成形機であり、成形プラスチック部品の単一ソース製造会社です。.
Djmoldingは、ロボットの1日あたりの容量を備えた射出成形機x38の範囲40Tonから800Tonを備えています 1.8 トンプラスチック部品平均.

Djmoldingにはほこりのない塗装室があります 2 線 – パッド印刷, シルク印刷とUV塗装.

DjmoldingにはNC機械加工があります (x6) ラピッド プロトタイプ サービスの店 (プラスチックと金属) 各種金属加工部品の製造・製造.

射出成形プラスチック部品の表示,含む
成形プラスチック部品
成形品 & 印刷
成形部品を挿入します
NC機械加工された金属部品
機械加工されたプロトタイプ部品


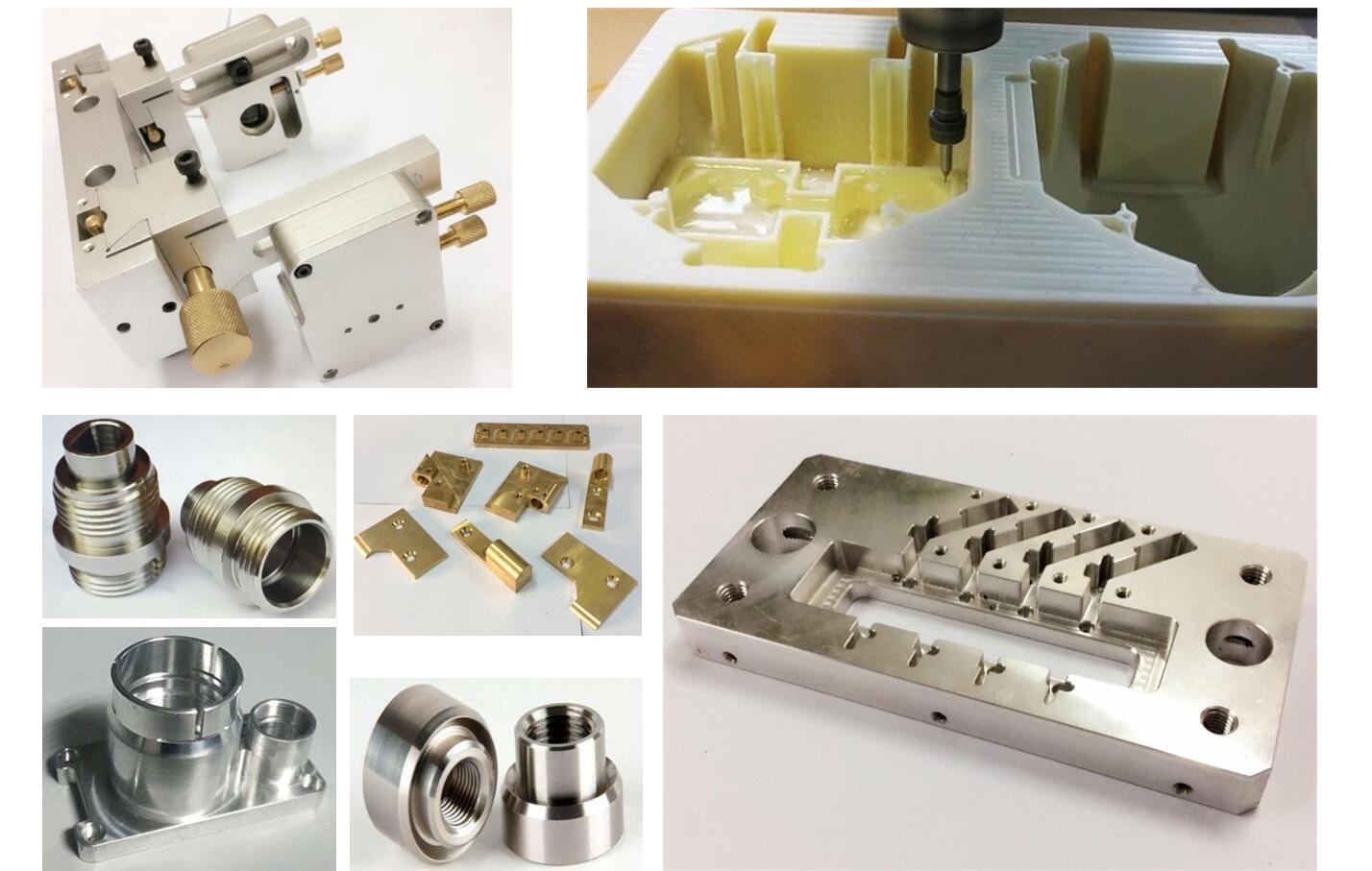 表示されている製品はすべてDjmoldingによって製造されています プラスチック射出成形.
表示されている製品はすべてDjmoldingによって製造されています プラスチック射出成形.
射出成形は、プラスチック部品の製造に最も一般的に使用される製造プロセスです。. 射出成形を使用して多種多様な製品が製造されています, サイズが大きく異なります, 複雑, とアプリケーション. 射出成形プロセスでは、射出成形機を使用する必要があります, 生プラスチック材料, とカビ. プラスチックは射出成形機で溶融され、金型に射出されます。, 冷えて固まって最後の部分になります. このプロセスの手順については、次のセクションで詳しく説明します。.
射出成形は、さまざまな用途向けの薄肉プラスチック部品の製造に使用されます, 最も一般的なものの1つはプラスチック製のハウジングです. プラスチック製のハウジングは薄肉の筐体です, 多くの場合、多くの リブ そして ボス インテリアに. これらのハウジングは、家電製品を含むさまざまな製品に使用されています, 家電, パワーツール, と自動車のダッシュボードとして. 他の一般的な薄壁製品には、さまざまなタイプのオープンコンテナが含まれます, バケツなど. 射出成形は、歯ブラシや小さなプラスチックのおもちゃなど、いくつかの日用品の製造にも使用されます. 多くの医療機器, バルブとシリンジを含む, 射出成形も使用して製造されています.
プロセスサイクル
プロセス サイクル 射出成形用は非常に短い, 通常は 2 秒と 2 分, 次の4つの段階で構成されます:
- クランプ – 金型に材料を射出する前, 金型の2つの半分は、最初に型締ユニットによってしっかりと閉じる必要があります. 金型の各半分は射出成形機に取り付けられ、半分はスライドさせられます. 油圧駆動のクランプユニットは、金型の半分を一緒に押し、材料が注入されている間、金型をしっかりと閉じたままにするのに十分な力を発揮します. 金型を閉じて型締するのに必要な時間は、機械によって異なります。 – より大きな機械 (大きいもの クランプ力) もっと時間がかかります. この時間は、 ドライサイクルタイム 機械の.
- 注入 – プラスチック原料, 通常はペレットの形で, 射出成形機に供給されます, 射出装置によって金型に向かって前進します. このプロセス中, 材料は熱と圧力によって溶けます. 次に、溶融プラスチックが非常に迅速に金型に射出され、圧力が蓄積されて材料がパックされて保持されます。. 注入される材料の量は、 ショット. 溶融プラスチックの金型への流れが複雑で変化するため、射出時間を正確に計算することは困難です。. しかしながら, 注入時間はショット量から見積もることができます, 射出圧力, と噴射力.
- 冷却 – 金型内の溶融プラスチックは、金型内面に接触するとすぐに冷却を開始します。. プラスチックが冷えるにつれて, 固まって希望の部品の形になります. しかしながら, いくつかの冷却中に 収縮 部品の発生する可能性があります. 射出段階での材料のパッキングにより、追加の材料が金型に流入し、目に見える収縮の量を減らすことができます。. 必要な冷却時間が経過するまで金型を開けることができません. 冷却時間は、プラスチックのいくつかの熱力学的特性から推定できます。最大肉厚 部分の.
- 排出 – 十分な時間が経過した後, 冷却された部品は、射出システムによって金型から射出される場合があります。, 金型の後半に取り付けられています. 型を開けたとき, 成形品を金型から押し出すメカニズムが使用されます. 冷却中に成形品が収縮して金型に付着するため、成形品を排出するには力を加える必要があります。. 部品の排出を容易にするため, 離型剤は、材料を射出する前に金型キャビティの表面にスプレーできます。. 金型を開いて部品を取り出すのに必要な時間は、 ドライサイクルタイム 機械の部品であり、成形品が金型から外れるまでの時間を含める必要があります. パーツが排出されたら, 金型は次のためにクランプで閉じることができます ショット 注入される.
射出成形サイクル後, いくつか 後処理 通常は必要です. 冷却中, 金型のチャネル内の材料は、成形品に付着して固化します。. この余分な材料, と一緒に 閃光 それが起こった, パーツからトリミングする必要があります, 通常はカッターを使用します. 一部の種類の材料の場合, 熱可塑性プラスチックなど, このトリミングで生じたスクラップ材料は、プラスチックグラインダーに入れることでリサイクルできます。, リグラインドマシンまたは造粒機とも呼ばれます, スクラップ材料をペレットに再粉砕します. 材料特性の劣化による, リグラインドは適切な原料と混合する必要があります リグラインド比 射出成形プロセスで再利用されます.