디제이몰딩은 프로입니다 플라스틱 사출 제조 회사.플라스틱 사출 성형 제조는 중국 플라스틱 사출 성형기 및 성형 플라스틱 부품에 대한 단일 소스 제조 회사입니다..
Djmolding에는 로봇 일일 용량이 장착 된 사출기 x38 범위 40Ton ~ 800Ton이 있습니다. 1.8 t 플라스틱 부품 avrg.

Djmolding에는 먼지가 없는 도장실이 있습니다. 2 라인 – 패드 인쇄, 실크 인쇄 및 UV 페인팅.

Djmolding에는 NC 가공이 있습니다. (x6) 신속한 프로토 타입 서비스 구매 (플라스틱 및 금속) 다양한 금속 가공 부품 생산 및 생산.

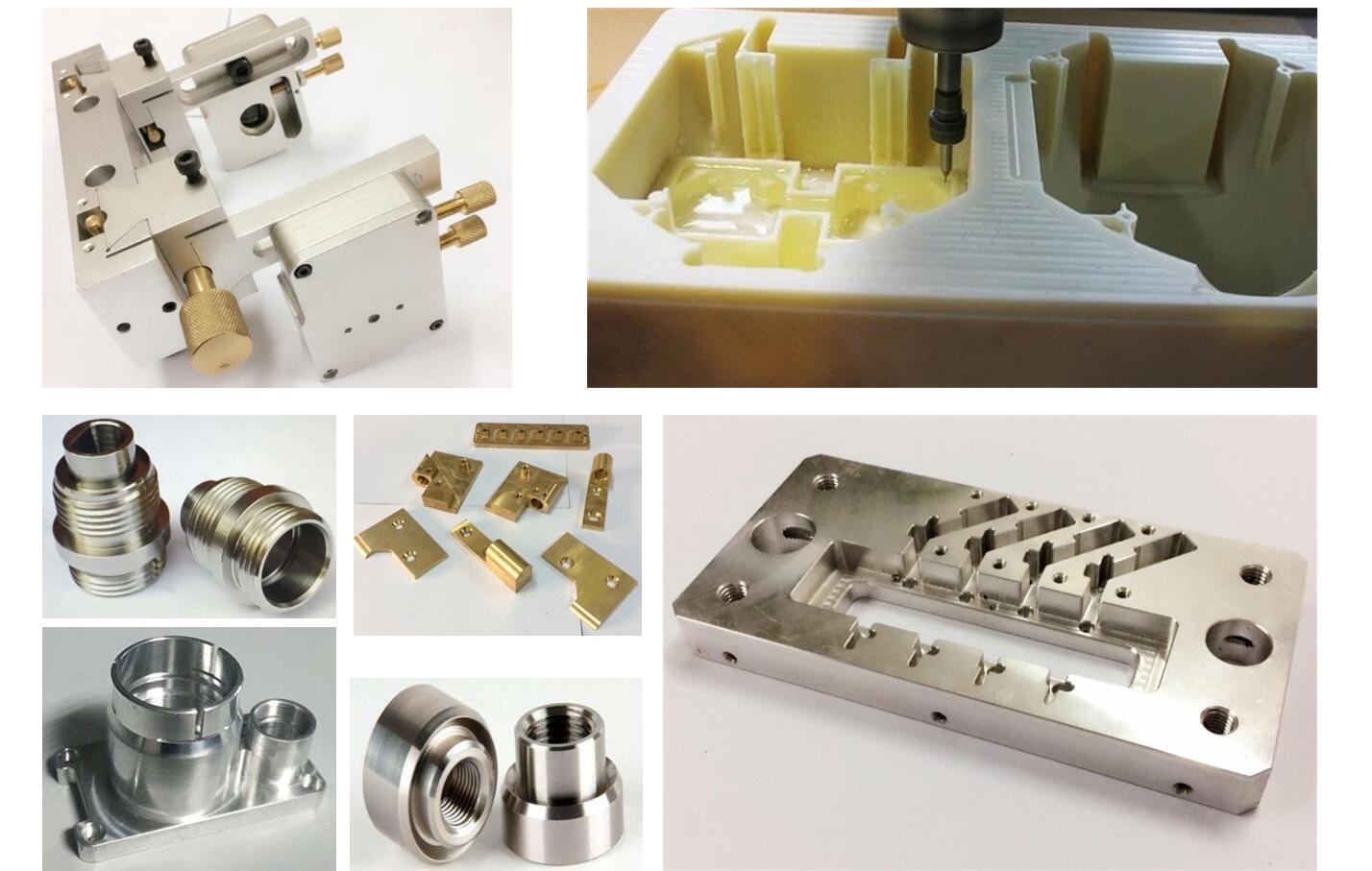
Djmolding 사출 플라스틱 부품 표시,포함
성형 플라스틱 부품
성형 부품 & 인쇄
성형 부품 삽입
NC 가공 금속 부품
가공된 프로토타입 부품


 모든 전시 제품은 Djmolding에서 생산하고 있습니다. 플라스틱 사출 성형.
모든 전시 제품은 Djmolding에서 생산하고 있습니다. 플라스틱 사출 성형.
사출 성형은 플라스틱 부품 제조에 가장 일반적으로 사용되는 제조 공정입니다.. 사출 성형을 통해 다양한 제품을 생산합니다., 크기가 매우 다양합니다., 복잡성, 및 신청. 사출 성형 공정은 사출 성형기를 사용해야 합니다., 원료 플라스틱, 그리고 금형. 플라스틱은 사출 성형기에서 녹은 다음 금형에 주입됩니다., 냉각되고 최종 부품으로 응고되는 곳. 이 프로세스의 단계는 다음 섹션에 자세히 설명되어 있습니다..
사출 성형은 다양한 응용 분야를 위한 얇은 벽 플라스틱 부품을 생산하는 데 사용됩니다., 가장 일반적인 플라스틱 하우징 중 하나. 플라스틱 하우징은 벽이 얇은 인클로저입니다., 종종 많은 것을 요구하는 갈비 살 과 상사 인테리어에. 이러한 하우징은 가전제품을 비롯한 다양한 제품에 사용됩니다., 가전, 전동 공구, 그리고 자동차 대시보드로. 다른 일반적인 얇은 벽 제품에는 다양한 유형의 개방형 용기가 포함됩니다., 양동이와 같은. 사출 성형은 칫솔이나 작은 플라스틱 장난감과 같은 여러 일상 용품을 생산하는 데에도 사용됩니다.. 많은 의료 기기, 밸브 및 주사기 포함, 사출 성형을 사용하여 제조됩니다..
프로세스 주기
과정 주기 사출 성형의 경우 매우 짧습니다., 일반적으로 사이 2 초 및 2 분, 다음 4단계로 구성됩니다.:
- 클램핑 – 금형에 재료를 주입하기 전에, 금형의 두 반쪽은 먼저 클램핑 장치로 단단히 닫아야 합니다.. 금형의 각 절반은 사출 성형기에 부착되고 절반은 슬라이드 허용. 유압식 클램핑 장치는 금형 반쪽을 함께 밀고 재료가 주입되는 동안 금형을 단단히 닫을 수 있도록 충분한 힘을 가합니다.. 금형을 닫고 고정하는 데 필요한 시간은 기계에 따라 다릅니다. – 더 큰 기계 (더 큰 사람들 클램핑 힘) 더 많은 시간이 필요합니다. 이 시간은 다음에서 추정할 수 있습니다. 건조 사이클 시간 기계의.
- 주입 – 플라스틱 원료, 일반적으로 펠렛 형태로, 사출 성형기에 공급, 사출 장치에 의해 금형을 향해 전진. 이 과정에서, 재료는 열과 압력에 의해 녹는다.. 그런 다음 용융된 플라스틱이 금형에 매우 빠르게 주입되고 압력 팩이 쌓이고 재료가 고정됩니다.. 주입되는 재료의 양은 사격. 용융 플라스틱이 금형으로 유입되는 복잡하고 변화하는 흐름으로 인해 사출 시간을 정확하게 계산하기 어렵습니다.. 하나, 사출 시간은 샷 볼륨으로 추정할 수 있습니다., 사출 압력, 그리고 분사력.
- 냉각 – 금형 내부의 용융 플라스틱은 내부 금형 표면과 접촉하는 즉시 냉각되기 시작합니다.. 플라스틱이 식으면서, 원하는 부분의 모양으로 굳어집니다.. 하나, 냉각하는 동안 일부 수축 부분이 발생할 수 있습니다. 사출 단계에서 재료를 패킹하면 추가 재료가 금형으로 흘러들어가 눈에 보이는 수축량을 줄일 수 있습니다.. 필요한 냉각 시간이 경과할 때까지 금형을 열 수 없습니다.. 냉각 시간은 플라스틱의 여러 열역학적 특성과최대 벽 두께 부분의.
- 방출 – 충분한 시간이 지난 후, 냉각된 부품은 사출 시스템에 의해 금형에서 사출될 수 있습니다., 몰드의 뒤쪽 절반에 부착된. 금형을 열었을 때, 메커니즘을 사용하여 부품을 금형에서 밀어냅니다.. 냉각하는 동안 부품이 수축하여 금형에 부착되기 때문에 부품을 꺼내려면 힘을 가해야 합니다.. 부품의 배출을 용이하게 하기 위해, 재료를 주입하기 전에 금형 캐비티 표면에 이형제를 분사할 수 있습니다.. 금형을 열고 부품을 꺼내는 데 필요한 시간은 건조 사이클 시간 부품이 금형에서 떨어질 때까지의 시간을 포함해야 합니다.. 부품이 배출되면, 금형은 다음을 위해 닫힐 수 있습니다. 사격 주사하다.
사출 성형 주기 후, 일부 후처리 일반적으로 필요합니다. 냉각 중, 금형 채널의 재료가 부품에 부착되어 응고됩니다.. 이 과잉 물질, 어떤 것과 함께 플래시 발생한, 부분에서 잘라내야 합니다, 일반적으로 커터를 사용하여. 일부 유형의 재료에 대해, 열가소성 수지와 같은, 이 트리밍으로 인한 스크랩 재료는 플라스틱 분쇄기에 넣어 재활용할 수 있습니다., 재분쇄기 또는 제립기라고도 함, 스크랩 재료를 펠릿으로 재분쇄. 재료 특성의 일부 저하로 인해, 재분쇄물은 적절한 방법으로 원료와 혼합해야 합니다. 재분쇄 시스템 사출 성형 공정에서 재사용.