1. キャビティの数とその配置を決定します
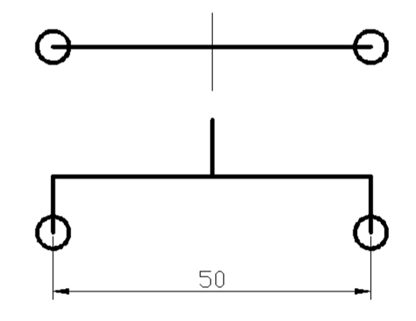
一般的に , 1つの金型と1つのキャビティの構造を採用するには、高精度が要求される小さなプラスチック部品と中型および大型のプラスチック部品が推奨されます。; 精度要件の低い小さなプラスチック部品用 (一致する精度要件なし) シンプルな形状と大量生産, 多数個取り金型を採用する場合, 独自の優れた条件を提供し、生産効率を大幅に向上させることができます. キャビティの数は、モデルのサイズに応じて決定できます. プラスチック部品はより高い精度が必要です, 高精度のプラスチック部品です, そして、プラスチック部品のサイズに依存します. ワンモードとツータイプの金型構造. キャビティの配置は、次の図に示すとおりです。.
2. 金型構造の決定
1. 多数個取り単パーティング面金型: 外観品質が低く、一般的な寸法精度の小さなプラスチック部品を使用できます.
2.マルチキャビティおよびマルチパーティング サーフェス金型: 高い外観品質と一般的な寸法精度を備えた小さなプラスチック部品をこの構造に使用できます. プラスチック部品は高い外観品質が要求され、寸法精度の高い小型プラスチック部品です。. したがって、, マルチキャビティとシングルパーティングサーフェスの設計を採用できます. プラスチックパーツから, 金型のパーティング面位置が見やすい, ブレイクアウト機構の設定とゲートの位置. パーティング サーフェスは、単一パーティング サーフェスの垂直パーティング サーフェスです。.
最も一般的に使用されるゲート形式は次のとおりです。:
まずはサイドゲート. このタイプのゲートは、射出工程の作業者になじみがあり、製造工程でより便利に処理できます。, ただし、ランナーの流れが長く、熱損失が大きいという欠点があります。, そのため、バインダーの明らかな跡を簡単に作成できます. 改善するなら, スプルーのサイズを大きくする必要があります, スプルー部の戻りが大きくなる. 第二に, プラスチックの入口部分のバリ取りが必要, バリ取りの作業時間が増え、周囲の美観を損ないます。. 2つ目はポイントゲート. プラスチックを注入すると, ポイントゲートにて, 運動エネルギーの一部は、高速射出キャビティで熱エネルギーに変換されます, そのため、ランデブーでのプラスチックの熱損失は、サイド ゲートの熱損失よりも少なくなります。, だから融合はランデブーでより良いです. 溶接痕が目立たない. その欠点は、プラスチック部分の前面に口の焼け跡が残ることです。, プラスチック部品の美しさに影響します, ポイント ゲートのゲート材料を除去するには、キャビティを移動する必要があります。. キャビティの重量が重いため, したがって、, 移動が不便. 3 つ目は、上記 2 つのゲート形式の長所と短所を統合し、せん断ゲートを採用することです。. プラスチック部分の側壁が横ゲートから離れているため, 側壁に直接材料供給を実現することは非常に困難です, そのため、新しいプロセス サポート ゲートが追加されました. この種のゲート形式には、次の主な利点があります。: 初め, 樹脂成形品の表面にゲート跡がない, 外面に明らかな溶接痕はありません。. そのため、外観の品質が向上します. 2番目, ゲートの位置と数量は、プラスチック部品の品質によって増やすことができます. ゲートの位置を小さくしたり変更したりして、金型を修正するのに便利です. 第三, プラスチック部品が排出される間, ゲートはカットされ、カットされます. 塑性流動が可能な限り一定であるという原則に従って, スプルーを切断するために2つのせん断ゲートが設定されています, 技術的な補助ゲートは手で取り外すことができます.
連絡先:
人: ジェームズ・ユアン
会社: JasonMould Industrial Company Limited
追加: 竜崗村,Long西町,博羅県,恵州市,広東省, 中国
電話: 86-752-6682869
Eメール: [email protected]
